Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel

En lägenhet, än mindre ett privat hus, behöver regelbundet underhålls- och reparationsarbete. En hantverkare måste vara generalist och kunna utföra många olika uppgifter. Därför vill mästarna behärska så många tekniker som möjligt.
En av de mest eftertraktade färdigheterna är förmågan att utföra svetsarbete. Övningen visar att elektrisk svetsning är bäst för nybörjare - tekniken är enkel och tillgänglig för alla som vill lära sig att använda den. Innan du börjar behärska metoden, bör du bekanta dig med den teoretiska aspekten av frågan, håller du med?
All nödvändig information finns i vår artikel. Vi beskrev principen om elektrisk svetsning och identifierade vilken enhet som är bäst att välja för att arbeta hemma. Dessutom tillhandahåller artikeln en steg-för-steg-teknik för svetsning av delar, metoder för tillverkning av sömmar och listar också de eventuella defekterna i lederna.
Artikelens innehåll:
Vad är elektrisk svetsning?
Electric kallas en av svetsmetoderna när en elektrisk båge används för uppvärmning och efterföljande smältning av metaller. Den senare temperaturen når 7000 ° C, vilket är mycket högre än smältpunkten för de flesta metaller.
Processen för elektrisk svetsning fortsätter enligt följande. För bildning och underhåll av en elektrisk båge tillförs en ström från svetsanordningen till elektroden.

När elektrodstången berör ytan som ska svetsas flyter en svetsström. Under dess inflytande och påverkan av den elektriska bågen börjar elektroden och metallkanterna på elementen som svetsas smälta.En svetsbassäng bildas av smältan, som svetsarna säger, i vilken den smälta elektroden blandas med basmetallen.
Smält slagg flyter till ytan av badet, som bildar en skyddande film. Efter att bågen stängts av, kyls metallen gradvis och bildar en söm med täckt skala. Efter att materialet har svalnat helt, rengörs det.
Icke-förbrukningsbara och förbrukningsbara elektroder kan användas för svetsning. I det första fallet införs en påfyllningstråd i smältan för att bilda en svets, i det andra krävs detta inte. Specialutrustning används för bildning och efterföljande underhåll av den elektriska bågen.
Inhemska svetsfärdigheter krävs för att genomföra ett omfattande utbud av uppgifter:
Vad behövs för att svetsa hemma?
För arbetet behöver du först en svetsmaskin. Det finns flera varianter av det.
Bestäm vilken som ska föredra.
- Svetsgenerator. Ett särdrag är förmågan att generera elektrisk energi och använda den för att skapa en båge. Det kommer att vara användbart där det inte finns någon aktuell källa. Den har imponerande dimensioner, så det är inte särskilt bekvämt att använda.
- Svetstransformator. Enheten omvandlar växelspänningen från nätet till växelspänning med en annan frekvens, vilket är nödvändigt för svetsning. Enheterna är enkla att använda, men de har betydande dimensioner och reagerar negativt på eventuella överspänningar i nätspänningen.
- Svetslikriktare. En enhet som omvandlar spänningen från nätverket till likström, vilket är nödvändigt för bildandet av en elektrisk båge. Skillnad i kompakthet och hög total prestanda.
För drift hemma föredras en likriktare av inverterartyp. De kallas vanligtvis helt enkelt inverterare. Utrustningen har en mycket kompakt storlek. På jobbet hänger de honom på axeln. Enhetsprincipen för enheten är ganska enkel.
Den konverterar högfrekvensström till likström. Arbeta med denna typ av ström ger svets av högsta kvalitet.

Inverterare är ekonomiska, arbetar från ett hushållsnätverk. Dessutom är det med dem att det är bättre att arbeta med en nybörjare. De är extremt enkla att använda och ger en stabil båge.
Nackdelarna med växelriktare inkluderar en högre kostnad än andra anordningar, känslighet för damm, fukt och strömavbrott. När du väljer en växelriktare för hemsvetsning, var uppmärksam på svetsströmvärdena. Minsta värde är 160-200 A.
Ytterligare utrustningsfunktioner kan göra det enklare för en nybörjare.
Av dessa trevliga "bonusar" är det värt att notera:
- Varm start - vilket innebär en ökning av den initiala strömmen som tillförs vid svetsbågens antändning. Tack vare denna båge är aktiveringen mycket enklare.
- Anti-stick - minskar automatiskt svetsströmmen om elektrodstången sitter fast. Detta underlättar dess separering.
- Arc Force - ökar svetsströmmen om elektroden förs till produkten för snabbt. Att hålla sig fast i detta fall förekommer inte.
Förutom en svetsmaskin av alla slag behövs elektroder. Deras varumärke väljs bäst enligt ett speciellt bord som anger vilken typ av material som svetsas.
En svetsmask krävs också. Bäst av allt, en som bärs på huvudet. De modeller du behöver hålla i handen är extremt obekväma.

Masken kan vara ett enkelt mörkt glas eller den så kallade "kameleonen". Det senare alternativet är att föredra, eftersom glaset automatiskt mörknar när bågen visas.
Arbeta endast i speciella kläder som skyddar mot stänk och ultraviolett strålning. Det kan vara en tät bomullsoveraller, stövlar eller höga stövlar, presenning eller gummierade handskar.
Elektrisk svetsningsteknik
Att lära sig ordentligt svetsa delar med elektrisk svetsning är bättre under vägledning av erfarna svetsare. Om detta av någon anledning misslyckas kan du prova det själv. Först måste du ordna arbetsplatsen ordentligt. Detta är mycket viktigt eftersom svetsning avser hög temperatur och därför brandfarliga processer.
För arbete måste du välja en arbetsbänk eller någon annan bas av obrännbart material. Träbord och liknande produkter är strängt förbjudna. Det är tillrådligt att det inte finns brandfarliga föremål nära svetsningen kommer att utföras.
Se till att placera en hink med vatten nära dig för att eliminera möjliga antändningskällor. Dessutom måste du bestämma en säker plats där resterna av använda elektroder kommer att läggas upp. Även den minsta av dem kan provocera eld.

För de första oberoende sömmarna måste du förbereda ett onödigt metallstycke och plocka upp elektroder för det. Experter rekommenderar att du använder 3 mm-stavar i sådana fall. Den mindre diametern används för att svetsa tunna ark som är olämpliga att lära sig. Elektroder med större diameter kräver utrustning med hög effekt.
Vi börjar med att strippa metallsektionen på vilken sömmen ligger. Det bör inte finnas rost och någon förorening.
När delen är förberedd, ta elektroden och sätt in den i svetsmaskinens klämma. Sedan tar vi ett klipp "jordning" och fixar det ordentligt på delen. Kontrollera kabeln igen. Det måste vara instoppat i hållaren och vara väl isolerat.
Nu måste du välja driftsström för svetsmaskinen. Den väljs enligt elektrodens diameter. Vi ställer in den valda strömmen på panelen med svetsutrustning.
Nästa steg är tändning av bågen. För att göra detta måste elektroden föras till delen i en vinkel på cirka 60 ° och hållas mycket långsamt på basen. Gnistor bör visas. Så snart detta händer, rör försiktigt elektroden till delen och höj den omedelbart till högst 5 mm.

Just nu blinkar en båge, som måste upprätthållas under hela driftstiden. Längden ska vara 3-5 mm. Detta är avståndet mellan elektrodens ände och arbetsstycket.
Om du håller bågen i fungerande skick måste du komma ihåg att elektroden brinner ut under drift och blir kortare. Om elektroden är för nära arbetsstycket kan det hända att klistra fast. I detta fall måste du svänga dem något åt sidan. Bågen tänds kanske inte första gången.Kanske finns det inte tillräckligt med ström, då måste det ökas.
När nybörjarsvetsaren har lärt sig att tända bågen och hålla den i funktionsduglig skick, kan du fortsätta till sammansmältningen av rullen. Detta är den enklaste av alla operationer. Vi sätter bågen i brand och börjar flytta elektroden väldigt smidigt längs den framtida sömmen.
Samtidigt utför vi svängande rörelser som liknar en halvmåne med en liten amplitud. Vi "skakar" den smälta metallen till mitten av bågen. Därför bör du få en jämn söm som ser ut som en rulle. På den kommer att finnas en liten böljande tillströmning av metall. Efter kylning av sömmen måste du slå ner skalan i den.
Bågsvetsningstekniker - svetsmetoder
För att få en söm av hög kvalitet måste du lära dig att underhålla och sedan flytta bågen. Påverkar särskilt kvaliteten på den elektriska bågens längd. Om det är mer än 5 mm anses det vara långt.
I detta fall sker nitrering och oxidation av den smälta metallen. Det sprayas med droppar medan sömmen är porös och inte tillräckligt stark. Om bågen är för kort kan brist på fusion uppstå.

Olika metoder används för att utföra svetsning. Vi överväger i detalj de viktigaste.
Alternativ 1: bottenfogar
Det vanligaste och enklaste sättet att ansluta delar. För metalltjocklekar upp till 0,8 cm används dubbelsidig svetsning. För metallfogar som är tunnare än 0,4 cm utförs endast ensidig svetsning.
För arbete väljs elektroder vars diameter är lika med metallens tjocklek. Om den överstiger 8 mm utförs svetsning med skärkanter. Vidare är skärvinkeln cirka 30 °.
Svetsning utförs i flera passeringar. Det rekommenderas att använda avtagbara foder av stål eller koppar för att undvika utbrändhet. Den första passeringen utförs med en elektrod med liten diameter, högst 4 mm.
I processen att utföra den första sömmen är dess noggrannhet och penetreringsdjup mycket viktigt. Efter appliceringen bör det inte finnas någon smält metall bortom kanterna.
För den andra och alla efterföljande passager används elektrodstänger med större diameter. De väljs för högkvalitativ fyllning av urtaget som bildas mellan kanterna.
Elektroden förflyttas långsamt längs sömmen medan den utför svängande rörelser, som om man svänger elektroden från sida till sida för att helt fylla hålrummen med smält metall.
Alternativ 2: nedre hörnskarvar
Erfaren svetsare hävdar att goda resultat kan uppnås genom att svetsa hörn "i en båt." Detta innebär att de delar som ska sammanfogas installeras i en vinkel på 45 ° eller annat.
Detta säkerställer högsta kvalitet genomträngning av väggarna i produkten, och risken för underbearbetning och brist på penetration minskas. Denna svetsmetod tillåter ytbeläggningssvetsar med stort tvärsnitt i en gång.

Det finns två typer av "båt" -svetsning - symmetrisk och asymmetrisk:
- Delar lutade vid 45 °. Sannolikheten för att en av väggarna sjunker eller underskuras är minimal. Omvänd och direkt polaritetssvetsning utförs vid maximala strömvärden. När du utför omvänd svetspolaritet bör den elektriska bågens längd vara minimal.
- Luta delar i en vinkel på 60 ° eller 30 ° - asymmetrisk "båt". Det här alternativet är mycket bekvämt om arbetet utförs på svåråtkomliga platser eftersom elektroderörelsen är liten. Svetsaren riktar bågen till själva roten på sömmen, samtidigt som den ser till att den inte går över gränserna för den framtida sömmen. Det är inte heller tillåtet att deponera för mycket metall i ett pass.
Hörnfogar kan vara av T-typ, därför är det nödvändigt att lära sig att svetsa metall korrekt och felfri i flera pass.
Användning av en passering är endast möjlig när enkla strukturer svetsas till sidorna, som bildar en vinkel på 45 ° vid filetsvetsen. Elektrodens diameter kan i detta fall inte överstiga metallens tjocklek med mer än 0,15-0,3 cm.
Standard multi-pass T-svetsning utförs enligt följande. För det första passet tas en elektrod med en större diameter än den som valts för efterföljande pass. Till exempel används en elektrod, vars storlekar varierar från 0,4 till 0,6 cm.

Svetsning utförs smidigt, utan tvärgående vibrationsrörelser. När du utför de återstående passen utförs de nödvändigtvis. Det är viktigt att amplituden hos svängningarna ligger inom sömens acceptabla bredd.
En annan viktig punkt. Vid utförande av T-svetsning av en vinklad koppling ska den elektriska bågen alltid antändas på en horisontell hyllan.
När du gör elektrisk svetsning av hörn kan du använda en överlappstyp av anslutning. I det här fallet placeras de delar som ska svetsas varandra ovanpå varandra med en överlappning. Bågen med rak polaritet ska vara kort, med en omvänd - så kort som möjligt. Rikta bågen exakt mot roten till korsningen.
Under svetsprocessen är det nödvändigt att utföra en liten amplitud-fram- och återgående rörelse med elektroden. Således är det möjligt att likformigt värma upp hela fogområdet. I detta fall är svetsbassängen jämnt fylld och sömmen är konvex och i full storlek.
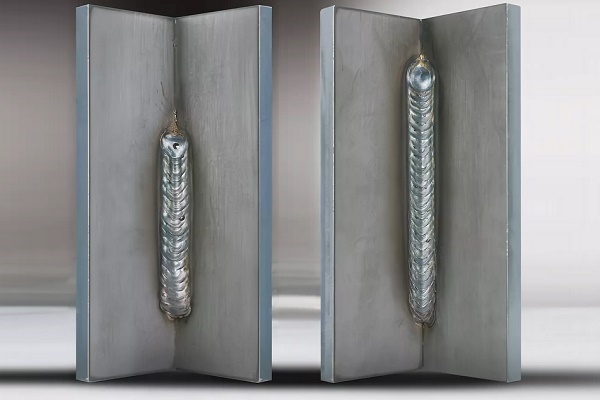
Alternativ 3: vertikala sömmar
Sömmar riktade vertikalt utför endast en kort båge. Arbetsströmmen bör vara 10% -20% mindre än vid svetsning av delar i det nedre läget. Dessa krav förklaras lätt.
Mindre ström innebär att den smälta flytande metallen inte rinner ur svetsbassängen. En mindre båge är mer bekväm att använda.

Erfaren svetsare föredrar att laga vertikala sömmar från botten upp. Bågen tänds på den lägsta punkten i den framtida sömmen. Förbered sedan en liten horisontellt belägen plattform, vars dimensioner motsvarar tvärsnittet i den framtida sömmen.
Flytta sedan långsamt upp elektrodstången. I detta fall utförs nödvändigtvis rörelser över anslutningen.
De kan vara i form av en julgran, hörn eller halvmåne. Det sista alternativet är det enklaste att utföra. Dessutom är det viktigt att observera rätt elektrodposition.Teoretiskt utförs penetration bäst om stången är vinkelrätt mot sömmen, dvs horisontellt.
Knappsvetsar kännetecknas av följande kriterier:
Övning visar att i detta läge på elektrodstången flyter flytande metall ner i sömmen. För att undvika detta väljs stångens vinkel i området 45-50 °. Detta är det bästa alternativet för vertikal svetsning. För att svetsa delar i riktning från botten till topp väljs elektroder vars diameter inte överstiger 0,4 cm.
Alternativ 4: rörledningsdetaljer
Hemma måste man ofta komma ihåg hur man svetsar ett metallrör med elektrisk svetsning. En vertikal söm tillverkas vanligtvis på sidan av delen och en horisontell söm runt omkretsen. Stålrör rumpsvets. Alla kanter kommer säkert att koka bra.
För att minimera tillströmningen inuti röret förs elektroden till produkten i en vinkel på högst 45 °. Sömens bredd bör vara 0,6-0,8 cm, höjd - 0,2-0,3 cm.

Innan svetsning rengörs de delar som ska anslutas noggrant. Rörens ändar inspekteras. Om de deformeras räknas de ut eller skär med en rörskärare. Därefter jämnas delarna ut till ett metalliskt lyster inifrån och ut på ett avstånd av minst 1 cm från kanten. Fortsätt sedan till svetsning.
Fogen svetsas utan avbrott tills den är helt bryggd. För icke-roterande leder av rör med väggar upp till 0,6 mm breda utförs två svetspassage, för produkter med väggar från 0,6 till 1,2 cm breda, tre passager, för delar med väggar bredare än 1,9 cm, fyra passager.
Dessutom appliceras varje efterföljande söm endast efter att skalan har tagits bort från den föregående.
Det viktigaste är kvaliteten på den första sömmen. Under genomförandet bör alla bommar och kanter smälta helt. Sprickor, även de minsta, borde inte vara. Om de är det, smälts eller skärs de ner. Sedan bryggs fragmentet igen. På samma sätt utförs svetsning av rotationsrör.
Möjliga defekter i svetsfogar och sömmar
Elektrisk svetsning är en komplex process och inte alltid går allt bra.
Som ett resultat av fel i arbetet kan sömmarna och lederna ha olika defekter, bland vilka:
- Kratrar. Små urtag i svetspärlan. Kan förekomma som ett resultat av en bågsbrott eller fel i utförandet av det sista fragmentet i sömmen.
- Porer. Svetssömmen blir porös till följd av kontaminering av delarnas kanter med rost, olja etc. Dessutom kan porositet uppstå när sömmen kyls för snabbt, med hög svetshastighet och när man arbetar med icke-torkade elektroder.
- Skärningar. De ser ut som små urtag på båda sidor av suturpärlan. Visas när elektroderna förskjuts i riktning mot den vertikala väggen vid svetsning av hörnfogar.Dessutom bildas underskott vid arbete med en lång båge eller om värdena på svetsströmmen är för höga.
- Inneslutningar av slagg. Inuti svetspärlan finns bitar med slagg. Detta kan hända när kanterna är smutsiga, svetshastigheten är hög eller om svetsströmmen är för låg.
Dessa är de vanligaste svetsfelarna, men det kan finnas andra.
Ytterligare information om svetsning av vertikala och horisontella sömmar med elektrisk svetsning presenteras i den här artikeln.
Slutsatser och användbar video om ämnet
Funktioner i rörsvetsning:
Hur man väljer en svetsomvandlare:
Om så önskas kan alla husmästare lära sig grunderna i svetsning. Det är inte så svårt. Det kommer att ta tålamod, noggrannhet och naturligtvis exakt utförande av alla instruktioner. Allt kommer att bli mycket enklare om processen för att behärska en ny färdighet hålls under ledning av en erfaren specialist.
Har du personlig erfarenhet av att koppla ihop delar med elektrisk svetsning? Vill du dela din kunskap eller ställa frågor om ämnet? Lämna kommentarer och delta i diskussioner - feedbackformuläret finns nedan.
 Hur rumpsvetsning av polyetenrör utförs: information om arbetet
Hur rumpsvetsning av polyetenrör utförs: information om arbetet  Svetsmaskin för polyetenrör: som är bättre att köpa och hur man använder den på rätt sätt
Svetsmaskin för polyetenrör: som är bättre att köpa och hur man använder den på rätt sätt  Lödningstemperatur för polypropylenrör: huvudsakliga steg för självsvetsning + värdetabell
Lödningstemperatur för polypropylenrör: huvudsakliga steg för självsvetsning + värdetabell  Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner
Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tack! Jag lärde mig en hel del användbara saker för mig själv. Hur svetsar du fyrkantiga rör i en vinkel på 90?
Användbar video, enligt min mening, särskilt för delitanter.
Tack! Det var väldigt intressant att läsa.
Tack för informationen.