Polietilēna cauruļu metināšana: metožu salīdzinājums + uzstādīšanas instrukcijas

Elektroinstalācijas montāžai no polietilēna (PE) caurulēm ir nepieciešamas noteiktas prasmes to metināšanā un savienojumā ar veidgabaliem. Šim darbam ir piemērots arī aprīkojums, ko izmanto polipropilēna cauruļvadu uzstādīšanai.
Polietilēna cauruļu metināšana tiek veikta ar īpašām ierīcēm un prasa noteiktas zināšanas, par kurām mēs runāsim šajā rakstā. Detalizēti apsvērsim aprīkojuma sagatavošanas funkcijas metināšanas procesam, mēs sniegsim ieteikumus augstas kvalitātes metināšanas ieviešanai. Mēs apsveram arī dažādas iespējas polietilēna cauruļu metināšanai.
Raksta saturs:
Iekārtu sagatavošana metināšanai
Katram metināšanas veidam tiek izmantots atšķirīgs aprīkojums. Nav jēgas to iegādāties vienreizējai komunikāciju montāžai ar muca un ar elektrību metinātu metodi, jo komplekta izmaksas ir vairāki tūkstoši dolāru. Labāk ir izmantot trešo personu uzņēmumu pakalpojumus vai nomāt aprīkojumu.
Lietots metināšanas aprīkojums
Ligzdas lodēšanas aprīkojums maksā no 100 līdz 200 USD, tāpēc jautājums par iegādi metināšanas mašīna katrs izlemj pats.
Polietilēna cauruļu muca metināšanas ierīču standarta komplektā ietilpst:
- Centralizētājs. Šī ir gulta ar 4 metāla skavām caurulēm, no kurām divas ir pārvietojamas, bet divas ir stingri piestiprinātas pie pamatnes.
- Apgriešana. Tā ir atsevišķa diska ierīce metinātu cauruļu galu precīzai mehāniskai apgriešanai. Ierīce ir piestiprināta pie metināšanas iekārtas vadotnēm.
- Apsildes spogulis. Tā ir ar teflonu pārklāta noapaļota plāksne, kurai piespiež PE kausēšanas cauruļu savienojumus. Ir iebūvēts termometrs.
- Hidrauliskā vai mehāniskā piedziņa. Ierīce cauruļu saspiešanas spēka regulēšanai, kad tās silda un pēc tam savieno.
- Redukcijas starplikas. Šis ir maināmu pusgredzenu komplekts dažāda diametra cauruļu nostiprināšanai.
- Vadības bloks. Iekļauts aprīkojuma komplektos ar metināšanas procesa automatizāciju.
Faktiski aprīkojuma komplekts ir neatkarīga ierīce, kas veic noteiktas funkcijas dažādos metināšanas procesa posmos. Tās var būt paredzētas tīri manuālai metināšanai vai cauruļu savienošanai pilnīgi automātiskā režīmā.
Elektrofūzijas savienojumu uzstādīšanai tiek izmantota piemērota metināšanas iekārta ar integrētu svītrkodu skeneri. Šim procesam nav nepieciešamas papildu ierīces.

Kontaktligzdas metināšanai būs nepieciešams iegādāties šādu komplektu:
- elektriskā metināšanas mašīna;
- cauruļu šķēres;
- statīvs;
- kalibrators un šoferis;
- sprauslas pievienoto elementu sildīšanai.
Cauruļu uzstādīšanai papildus norādītajam aprīkojumam var būt nepieciešami arī vispārēji biznesa rīki: regulējama uzgriežņu atslēga, mērlente, marķieris un citi.
Sagatavošana metināšanas procesam
Svarīgs faktors augstas kvalitātes cauruļvadu metināšanā no HDPE ir to sākotnējā sagatavošana. Nepieciešamās manipulācijas, lai izveidotu labu metinājumu, tiks parādītas instrukciju veidā.
Tieši pirms lodējamo daļu sildīšanas jums ir nepieciešams:
- Pārliecinieties, vai lodēto daļu materiāls un marķējums ir vienādi.
- Lai notīrītu un attaukotu pievienoto izstrādājumu savienojumus.
- Centrējiet caurules un stingri nostipriniet.
- Apgrieziet šķēles, līdz divos caurules apkārtmēros veidojas nepārtraukta lente.
Galu galā ir nepieciešams notīrīt savienoto daļu malas no mikroshēmām.

Rūpīgi sagatavojot polietilēna caurules un veidgabalus metināšanai, jūs varat būt pārliecināti, ka augstas kvalitātes šuve tiek garantēta uz pusi.
PE cauruļu metināšanas metodes
Rūpnieciskais zema spiediena polietilēns (HDPE) ir termoplastisks materiāls, kura īpašības nemainās sildīšanas-dzesēšanas ciklu laikā. Tāpēc tas ir lieliski piemērots sadzīves un rūpniecības cauruļvadu uzstādīšanai.
Atsevišķu PND cauruļu un veidgabalu savienojums notiek, izmantojot noņemamus vītņotus savienojumus vai šādas metināšanas metodes:
- zvanveida;
- elektrofūzija;
- muca.
Caurules ar sienu biezumu līdz 4,5 mm (diametrs līdz 50–110 mm) tiek pielodētas pirmajos divos veidos, un biezākām sienām tiek izmantota bezveidīga muca metināšanas metode.

1. variants - metināšanas režīms
Metināšanas laikā ir svarīgi kontrolēt kritiskos parametrus: instrumenta un plastmasas temperatūru, iespīlēšanas spēku un darbību ilgumu. Ja nav šo vērtību sensoru, maz ticams, ka varēs stabili iegūt augstas kvalitātes šuvi.
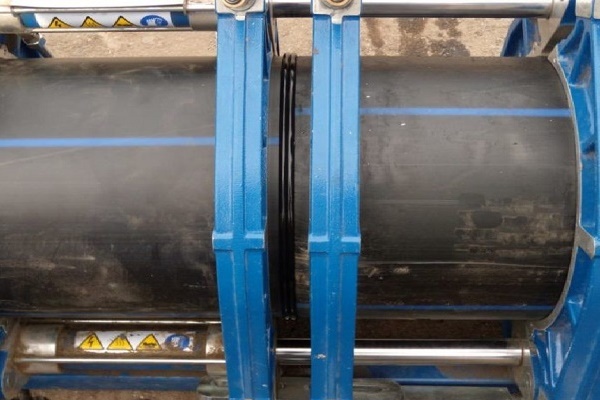
Polietilēna cauruļu mucas metināšanai ar soli pa solim ir labāk apsvērt pusautomātisko iekārtu ar hidraulisko piedziņu piemēru.
Metināšanu muca veic, ja polietilēna caurules sienas biezums nepārsniedz 5 mm un tās diametrs nepārsniedz 50 cm. Tehnoloģija ietver vairākus standarta soļus:
1. solis - savienojumu sildīšana
Pēc cauruļu galu apstrādes metināšanas spogulis tiek uzkarsēts līdz temperatūrai 200-230 grādi un novietots centralizatora vidū. Pēc tam, izmantojot hidraulisko piedziņu, HDPE cauruļu malas tiek cieši piespiestas tai ar spēku 4-6 kg / cm2.
Pēc tuvinājuma lieluma tuvošanās minimālajām pieļaujamajām vērtībām spēku samazina līdz 0,2–0,5 kg / cm2 un plastmasu turpina karsēt visu standarta laiku. Metināšana ir pieļaujama temperatūrā no 15 sala līdz 45 karstumam, bet aukstos apstākļos sildīšanas laiku var palielināt.

2. solis - cauruļu savienojums
Pēc nepieciešamās PND sildīšanas un kausēšanas savienojumos caurules tiek hidrauliski audzētas, spogulis tiek noņemts un metinātās virsmas atkal tiek piespiestas viena otrai ar spēku 1-3 kg / cm2. Burr izmērs tiek vizuāli uzraudzīts, un tāpēc spiediens var mainīties.

3. darbība - dzesēšana un pārbaude
Caurules turpina nospiest viena pret otru, līdz savienojums ir pilnībā atdzisis.Pēc spēka noņemšanas no hidrauliskās piedziņas caurules tiek noņemtas no centralizatora skavām un novērtēts metinājuma un urbuma stāvoklis. Ja to parametri ir normāli, caurule ir gatava darbam.
2. variants - HDPE cauruļu metināšana ar kontaktligzdu
Pēc iepriekšējas apgriešanas un HDPE cauruļu un detaļu sagatavošanas varat sākt to kontaktligzdas metināšanu. Process tiks pārskatīts kā pakāpeniska instrukcija.
1. solis: lodāmura sagatavošana
Polietilēna cauruļu metināšanas optimālā temperatūra svārstās no 210 ° C, tāpēc ir piemēroti tikai lodāmuri ar regulējamu sildīšanu. Pirms pieslēgšanas tīklam uz gludekļa ir jāpieliek īpašas abpusējas sprauslas (uzmava un stiprinājums) un jāliek lodāmurs uz krustveida formas statīva.

Kad ir sasniegta iestatītā temperatūra, uz tā iedegas signāllampiņa (parasti zaļa).
2. darbība: detaļu sildīšana
Strādājot ar karstām caurulēm, drošāk ir valkāt cimdus. Lai sildītu detaļas, ir nepieciešams vienlaikus uzvilkt vienu savienoto daļu uz serdi, un pēc tam otro ievietot metāla uzmavā.

Lai saglabātu savienojuma dziļumu, jūs varat iepriekš atzīmēt ar marķieri atbilstošo marķējumu uz caurules un pēc tam tajā pārvietoties, sildot produktus sildīšanai.

Augšpusē ir tabula ar aptuveniem laika periodiem apkures, dokstacijas un dzesēšanas caurulēm, kā arī ievietošanas dziļumu kontaktligzdā. Pie mīnus temperatūrām materiāla sildīšanas laiku var palielināt par 1-2 sekundēm.
4. solis: detaļu savienošana
Pēc sasilšanas izstrādājums ir vienlaicīgi jāatvieno no sprauslām un ar spēcīgu tiešu kustību ievadiet cauruli kontaktligzdā līdz marķētajai līnijai. Nav iespējams savīt detaļas attiecībā pret otru. 5-10 sekundes pēc pievienošanās jebkura kustība var izraisīt strauju locītavas izturības samazināšanos.

Pēc atdzesēšanas ieteicams pārbaudīt izveidoto iekšējo šuvi, lai pārliecinātos, ka nav sagging, kas bloķē caurules lūmenu. Ja tas ir sašaurināts, labāk ir atkārtoti lodēt savienojumu, lai novērstu spiediena kritumu sistēmā.
3. variants - polietilēna elektrofūzijas metināšana
Polietilēna cauruļu metināšana, izmantojot elektrofūzijas savienojumu, ir vienkāršākais un ātrākais veids. Plastmasas veidgabaliem ir iebūvēta metāla spirāle, kas patstāvīgi silda savienotās virsmas un izkausē PE.
Izmantojot šo metodi, jums papildus jātērē nauda elektriskajiem savienojumiem, kuru izmaksas sākas ar 3-4 dolāriem gabalā. Tādēļ šāda metināšana tiek izmantota tikai tajās vietās, kur mucas un kontaktligzdas metodes nav pieejamas. Elektrofūzijas metodes priekšrocība ir spēja savienot caurules, kuru biezums ir 4,5 mm vai mazāks.
Galvenie metināšanas posmi:
- Armatūras un cauruļu galu tīrīšana un apstrāde.
- Caurules centrēšana un ievietošana elektrofūzijas savienojumā.
- Armatūras pievienošana īpašas metināšanas iekārtas elektriskajiem kontaktiem, savienojuma sildīšana.
Pēdējais posms ir strāvas pārtraukums un dzesēšanas caurule.

Elektriskajiem savienojumiem ir svītrkods ar kodētiem sildīšanas laika, strāvas un sprieguma parametriem.To nolasa metināšanas iekārtas skeneris, kurš pēc tam veic lodēšanas procesu automātiskajā režīmā. Izstrādājumi ir cieši un droši metināti lielā platībā.
Pareiza muca metina
Visu metināšanas instrukciju pareizu izpildi var novērtēt pēc polietilēna savienojuma gala izskata. Nepareizas šuves veidošanās gadījumā un ar lielu noplūdes risku turpmākās darbības laikā labāk ir sagriezt savienojumu ap malām un sametināt jaunu.
Pareizi izpildītā šuvē urbuma ruļļa lielumam jāatbilst standarta vērtībām.

Rullīšu parametriem ir papildu prasības:
- Simetrija un vienveidība visā locītavas apkārtmērā.
- Cauruļu sienu pārvietojumam radiālajā plaknē nevajadzētu pārsniegt 10% no to biezuma.
- Rullīšu krāsai jābūt identiskai caurules krāsai.
- Dobi starp režģiem nedrīkst iet dziļāk par cauruļu ārējās virsmas līmeni.
Un, protams, plaisu un poru klātbūtne ir pilnībā novērsta.


Veltņu asimetrijas cēlonis ap apkārtmēru var būt slikta sākotnējā frēzēšana vai grieziena vietas novietojums leņķī pret cauruli.
Polietilēna cauruļu uzstādīšanas instrukcijas
Lai savienotu polietilēna caurules ar ūdens padeves elementiem, var izmantot šādus savienojumus:
- viengabala;
- noņemams.
Viengabala savienojumus iegūst, lodējot caurules viena otrai vai ar speciālu metinātu veidgabalu. Šī metode ir lēta, taču iegūtie dizaini bieži ir apgrūtinoši. Viengabala savienojumu izmantošana ir pamatota, uzstādot stacionārus pazemes ūdensvadus.
Pagaidu sistēmu salikšanai no polietilēna caurulēm, kā arī, ja nav metināšanas iekārtu, var izmantot vītņotos kompresijas veidgabalus, kuru uzstādīšana tiks apskatīta vēlāk.
Cauruļu savienojums ar kompresijas veidgabalu
Kompresijas veidgabali ir dārgāki nekā metinātie modeļi, taču tie ir saliekami un ērti lietojami. Ieteikumi to uzstādīšanai ir apskatīti turpmākajās soli pa solim sniegtajās instrukcijās.
Pirmais solis - ārējā pārbaude un apgriešana
Sistēmas montāža no polietilēna caurules un plastmasas kompresijas armatūras sākas ar to pārbaudi, vai nav plaisu un dziļu skrāpējumu. Labāk ir nekavējoties nogriezt bojāto caurules daļu.
Jūs varat sagriezt plastmasas cauruli ar nazi un īpašu cauruļu griezēju. Rezultātam jābūt pilnīgi perpendikulāram griezumam bez āķiem un viļņiem. Lai noņemtu nelīdzenās malas, varat iegādāties manuālu trimmeri.

Otrais solis - veidgabalu uzlikšana uz caurules
Vispirms uz šļūtenes tiek uzvilkts skavas uzgrieznis, pēc tam kolba, tad iespīlēšanas gredzens un beigās tiek uzvilkta gumijas blīve.

Caurules galu visu laiku ievada veidgabalā, un uz šļūtenes nēsātie elementi tiek piespiesti pie vītnes.Pēc tam iespīlēšanas uzgrieznis cieši savīti ar roku. Ja jums ir ķēdes atslēga, varat pievilkt savienojumu ar tām.
Nav vērts steigties pievilkt skavas uzgriezni - tas var sašķiebties. Ar stingru kursu ir labāk vēlreiz atpūsties no savienojuma un atkārtot montāžas procesu.
Pēc uzstādīšanas ir vērts pārbaudīt savienojuma hermētiskumu. Noplūdes gadījumā uzgriezni var viegli sagriezt, pielāgojot konstrukcijas elementus.
Seglu ievietošana caurulē
Ja jums ir nepieciešams izgatavot filiāli no polietilēna caurules, tad tee nav nepieciešams iegādāties. Pietiks, lai tajā urbtu caurumu un ievietotu seglu. Kā to izdarīt, tiks runāts soli pa solim.
Pirmais solis - sagatavošana
Sākumā jums jāpārbauda, vai pievienotajos izstrādājumos nav skrāpējumu un plaisu, un noslaukiet to virsmu ar mitru drānu.
Otrais solis - skavas montāža
Ielieciet abas skavas daļas uz caurules, pievelciet tās uzgriežņus ar uzgriežņu atslēgu. Procedūras mērķis ir stingri nostiprināt seglu.

Trešais solis - urbšana
Atzīmējiet punktu seglu cauruma centrā un ar marķieri atzīmējiet sloksni armatūras malās, lai atcerētos tās stāvokli. Noskrūvējiet seglu un noņemiet tā daļas. Paredzētajā vietā urbjiet polietilēna cauruli, izmantojot nepieciešamā diametra urbi.

Ceturtais solis - seglu salikšana
Notīriet PE caurules iekšpusi no šķembām un noņemiet visus āķus no urbtā malas. Saskaņā ar iepriekš zīmētajām atzīmēm pievienojiet armatūras daļas pie caurules un cieši pievelciet stiprinājuma uzgriežņus.

Pieskrūvējot cauruli vai ieliekot medmāsā, jūs varat ietīt vairākus slāņus lentes.
Daļai seglu ar izvadu var būt rieva gumijas blīvējuma gredzenam caurules pusē. Tāpēc hermētiķa klātbūtnē ir nepieciešams to ievietot starp cauruli un veidgabalu.
Ja jums ir nepieciešams saliekt cauruli noteiktā cauruļvada sadaļā, mēs iesakām to izdarīt saskaņā ar instrukcijām, dots šeit.
Secinājumi un noderīgs video par tēmu
Piedāvātie video skaidri demonstrēs visu veidu HDPE cauruļu metināšanu, kā arī iepazīsies ar kompresijas veidgabalu un seglu montāžas procesu.
Polietilēna cauruļu kontaktligzdas metināšana:
Elektrofūzijas metināšanas process:
PND cauruļu mucu metināšana ar pusautomātisku aparātu ar hidraulisko piedziņu:
Uzstādīšana uz kompresijas veidgabala:
Seglu uzstādīšana HDPE caurulē:
Polietilēna ūdens cauruļu neatkarīgai uzstādīšanai ir vajadzīgas zināmas zināšanas un prasmes, taču tas ir diezgan iespējams, ievērojot iepriekš minētos noteikumus. Ja nav speciāla aprīkojuma, ūdens padeves sistēmu ir iespējams salikt bez instrumentiem, izmantojot tikai kompresijas veidgabalus.
Ir daudz montāžas iespēju, taču jums jāizmanto tāda, kas nodrošinās rezultātu ar minimālām finanšu izmaksām.
Nosakiet labāko polietilēna metināšanas veidu un vēlaties noskaidrot dažus punktus? Nekautrējieties uzdot savus jautājumus mūsu ekspertiem - mēs centīsimies jums palīdzēt.
Vai varbūt vēlaties dalīties personīgajā pieredzē par polietilēna uzstādīšanu mājās? Rakstiet komentārus, pievienojiet unikālas fotogrāfijas - jūsu informācija būs noderīga daudziem iesācējiem.
 Cauruļu skavas: sugas pārskats un uzstādīšanas instrukcijas
Cauruļu skavas: sugas pārskats un uzstādīšanas instrukcijas  Mēs izgatavojam lodziņu caurulēm vannas istabā: soli pa solim uzstādīšanas instrukcijas
Mēs izgatavojam lodziņu caurulēm vannas istabā: soli pa solim uzstādīšanas instrukcijas  HDPE cauruļu uzstādīšana ar DIY: metināšanas instrukcijas + kā šādas caurules saliekt vai iztaisnot
HDPE cauruļu uzstādīšana ar DIY: metināšanas instrukcijas + kā šādas caurules saliekt vai iztaisnot  DIY metināšanas tehnoloģija polipropilēna caurulēm: metožu un nianšu pārskats
DIY metināšanas tehnoloģija polipropilēna caurulēm: metožu un nianšu pārskats  Vara cauruļu savienošana: instrukcijas un dažādu uzstādīšanas tehnoloģiju salīdzinājums
Vara cauruļu savienošana: instrukcijas un dažādu uzstādīšanas tehnoloģiju salīdzinājums  Ekrāns izgatavots no plastmasas caurulēm: starpsienu veidi + pakāpeniskas ražošanas instrukcijas
Ekrāns izgatavots no plastmasas caurulēm: starpsienu veidi + pakāpeniskas ražošanas instrukcijas  Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena
Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena  Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi
Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi  Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām
Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām  Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības
Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Protams, plastmasas caurules ūdens apgādei un apkurei ir ļoti ērtas, un jebkurš cilvēks ar savām rokām tās patiešām var uzstādīt. Bet kāpēc neviens nerunā par drošības pasākumiem, metinot šīs caurules, ka tikai dzīvsudrabs ar svinu var būt kaitīgāks nekā gruzdējošie plastmasas tvaiki.
Noteikti lietojiet respiratorus, vēdiniet istabu. Mājdzīvnieki, īpaši bērni un dzīvnieki (šeit mēs runājam par ķermeņa svaru) tiek nosūtīti apmeklēt uz remonta laiku.
Plastmasa daudzās jomās atvieglo dzīvi, taču tā mūs arī nogalina ... Rūpēties par sevi!
Labdien, Elīna, es saprotu jūsu bažas un tāpēc vēlos sīkāk atklāt galvenos aspektus, kas saistīti ar drošību. Pirmkārt, jums jāsaprot, ka polietilēna cauruļu metinātāja profesija ir paaugstinātas bīstamības profesija.
Bet apskatīsim punktus vienkāršajiem pilsoņiem:
- telpā, kurā tiks metinātas polietilēna caurules, ir jānodrošina normāla ventilācija;
- jums jāstrādā īpašā apģērbā;
- lietot īpašus aizsargcimdus;
- lietot respiratorus;
- veikt pārtraukumus darbā, lai izietu elpot svaigu gaisu.
Ja ievērojat šos punktus, polietilēna cauruļu metināšanas process netiks saistīts ar ķermeņa kaitējumu.