Metāla-plastmasas cauruļu spiediena pārbaude: darba kārtība un nianses

Veiksmīga alternatīva tradicionālajām tērauda caurulēm ir tehnoloģiski izstrādājumi no metāla-plastmasas. Tas bija īpaši populārs santehnikas nozarē. Plastmasu izmanto spiedienkomunikāciju, karstā un aukstā ūdens piegādes bezspiediena shēmu, kā arī apkures sistēmu montāžā un remontā.
Savienojumu veidošanā izmanto vienkāršu un pieejamu metodi - metāla-plastmasas cauruļu gofrēšanu. Mēs jums pateiksim, kā tiek veikts šis darbs, kāds rīks neatkarīgam santehniķim būs nepieciešams, lai izveidotu vai atjaunotu sistēmas. Mūsu ieteikumi palīdzēs sasniegt augstākās kvalitātes rezultātu.
Raksta saturs:
Gofrēšana: jēdziens plašā nozīmē
Pats jēdziens “gofrēšana”, ko piemēro metāla-plastmasas piedurknēm, ir jāapsver šī vārda plašajā nozīmē. Piemēram, ar gofrēšanu bieži saprot standarta testus, ko veic hidrauliski vai pneimatiski.
Bet mūsdienu prakse rāda, ka arī termins “gofrēšana” diezgan loģiski tuvojas armatūras un metāla-plastmasas caurules savienošanas procedūrai. Šis savienojuma veids tiek veikts, izmantojot spēka gofrēšanas tehnoloģiju, izmantojot īpašu instrumentu (preses knaibles).

Neatkarīgi no uzstādīšanas nosacījumiem un izmantotajām tehnoloģijām santehnikas vai citu komunikāciju uzstādīšana, pamatojoties uz plastmasas caurulēm, tiek veikta hermētiskuma un stiprības pārbaude.

Parasti testa process tiek veikts hidrauliski.Bet nav izslēgta iespēja veikt testus ar pneimatisko metodi.
Metāla plastmasas gofrēšanas metodes
Hidrauliskā metode ietver metāla-plastmasas cauruļu piepildīšanu ar ūdeni, kam seko spiediena palielināšana, lai iestatītu vērtības. Pārbaudes var ietekmēt visu uzstādīto bagāžnieku vai tikai tā atsevišķās sekcijas.
Pneimatiskā metode paredz saspiesta gaisa izmantošanu ūdens vietā. Šī gofrēšanas metode tiek uzskatīta par mazāk efektīvu un bīstamāku nekā hidrauliskā versija. Nav nozīmes, tiek pārbaudītas metāla caurules vai metāla-plastmasas caurules.
1. variants: hidraulisks
Process neatšķiras no standarta versijas, kuru izmanto tērauda ūdensvados. Vienīgais brīdinājums ir tas, ka plastmasas cauruļu darba spiedienam ir zemākas vērtības nekā tām, kas pieņemtas metāla izstrādājumiem.
Attiecīgi testa spiedienu aprēķina, ņemot vērā standarta darba spiediena iestatījumus plastmasai pēc formulas:
Ri = Rrp * 1,5,
Tajā Ri ir testa spiediens; RRP - plastmasas caurules darba spiediens.
Ūdens temperatūra cauruļvada iekšpusē ir pieļaujama ar plus vērtību 5–40ºС.
Procedūras norise:
- Sagatavojiet testa vietu (ielieciet celtņus, aizbāžņus).
- Uzstādiet 2 mērierīces dažādos līnijas punktos.
- Uzstādiet gaisa ventilāciju līnijas augšējā līmenī.
- Līnijas apakšējā līmenī pievienojiet ūdens sūkni.
- Aizpildiet līniju ar ūdens padevi no apakšējā uz augšējo līmeni.
- Atveriet ventilācijas atveri, lai no sistēmas izvadītu gaisu.
Šosejas iekšpusē no plkst plastmasas caurules uzkrāšanās spiedienam jābūt lēnam, izslēdzot pēkšņus lēcienus. Šādus spiediena apstākļus nodrošina manuāla hidrauliskā prese.

Kamēr spiediens sasniedz darba līmeni, ieteicams periodiski vizuāli pārbaudīt iespējamo noplūžu vietas.
Šīs vietnes parasti ir:
- cauruļvadu savienojumi;
- cauruļu un veidgabalu kontakts;
- krānu un kontaktdakšu uzstādīšanas vietas.
Spiediena palielināšanās metāla-plastmasas caurulēs līdz vērtībai, kas 1,5 reizes pārsniedz darbības parametru, ir atļauta tikai tad, ja testa līnijas tuvumā nav cilvēku.
Noteiktais laika posmā jāuztur noteiktais pārbaudes spiediens cauruļvada iekšpusē. Ūdens apgādei no metāla-plastmasas caurulēm, kas paredzētas darbībai sadzīves apstākļos, tiek noteikts piecu minūšu minimālais ekspozīcijas periods.
Pārbaudes laika pieņemtajā minimālajā vērtībā spiediena kritums vadības manometru uzstādīšanas punktos nav atļauts. Ja vadības ierīcēs tiek novērotas izmaiņas mīnusos, šis nosacījums norāda uz nepilnīgu sistēmas hermētiskumu.
Nepieciešams samazināt spiedienu līdz ekspluatācijas vērtībai un rūpīgi pārbaudīt iespējamo noplūžu vietas visā plastmasas cauruļu sadaļā. Atklājiet visus defektus un atkārtojiet testa procedūru.

Noplūdes testi tiek nokārtoti, ja tie atbilst šādiem nosacījumiem:
- netika vizuāli konstatētas noplūdes;
- nav vizuālu pārtraukumu cauruļu sienās;
- piecas minūtes spiediena izmaiņas uz kontrolmērinstrumentiem nemainījās;
- nav redzamu cauruļu deformāciju.
Tikmēr ir jāprecizē: ja ekspozīcijas laiks pārsniedz piecu minūšu intervālu, pieļaujams neliels testa spiediena pazemināšanās ūdens temperatūras dabisku izmaiņu dēļ metāla-plastmasas caurulēs.
2. variants: pneimatiska
Ja kāda iemesla dēļ nav iespējama hidrauliskā gofrēšana, ir atļauta alternatīva - pneimatiskā pārbaude.
Pneimatiskā testa metode nedaudz atšķiras noplūžu pārbaudes veidā, taču kopumā tā praktiski atkārto hidraulisko metodi. Šo tehnoloģiju ne tik bieži izmanto caurulēs, bet plaši izmanto atsevišķu ierīču, piemēram, izplešanās tvertņu, katlu, siltummaiņu utt., Gofrēšanai.

Lai atklātu noplūdes, veicot pneimatiskā spiediena pārbaudi, parasti izmanto ziepju šķīdumu. Uzstādīto līniju piepilda ar gaisu zem spiediena Ри = Ррп * 1,15, un iespējamās noplūdes vietas apūdeņo ar ziepjūdeni. Gaisa izplūdi nosaka burbuļu piepūšanās.
Šis verifikācijas paņēmiens ļauj vizuāli noteikt pat nelielas noplūdes. Bet inspektoram ir diezgan grūti novērot noplūdes vietās, kurām ir grūti piekļūt vizuālai novērošanai.
Pneimatiskā testa metode ir labi piemērota noplūdes pārbaudei plastmasas cauruļu veidgabali vai saskaņā ar shēmu “caurule caurulē”. Bet, kad ir jāpārbauda cauruļvadu sistēma, lai noteiktu stiprību, šī metode acīmredzami nav tā labākā. Šeit jāatsaucas uz hidraulisko pārbaudi.
Gofrēšana kā savienojuma metode
Metāla-plastmasas cauruļu uzstādīšanas prakse tiek atzīmēta, izmantojot vairākas metodes, kas piemērotas visu veidu savienojumu izveidošanai:
- lodēšana;
- uzgriežņu atslēga;
- gofrēt.
Pēdējā no trim metodēm ir tikai metāla-plastmasas caurules gofrēšana tās savienojuma vietā ar armatūru.

Šādas gofrēšanas paņēmiens izceļas ar vienkāršām darbībām, kuras ir pieejamas izpildei pat neprofesionāliem santehniķiem. Vienīgais brīdinājums - darbam nepieciešams tā sauktais preses knaibles - īpašs rīks, pateicoties kuram tiek izveidots uzticams gofrēšanas savienojums.
Parasti darba veikšanai, izmantojot gofrēšanas paņēmienu, ir nepieciešams šāds instrumentu komplekts:
- cauruļu griezējs plastmasas caurulēm;
- kalibrators, paplašinātājs, fāze;
- preses knaibles.
Cauruļu griezējs nodrošina vienmērīgu nogriezni noteiktam izmēram, bez caurules deformācijas un taisnā leņķī.Ar kalibratora un fāzes palīdzību tiek sagatavots metāla-plastmasas uzmavas gals turpmākai savienošanai ar armatūru.
Dažreiz darbībai ir nepieciešams arī paplašinātājs. Preses knaibles procesā ieņem īpašu vietu. Tieši ar šī rīka palīdzību sagatavotā locītava tiek gofrēta.
Metāla-plastmasas cauruļvadu montāžā tiek izmantoti gofrēšanas un saspiešanas (tie ir arī vītņoti) veidgabali, to uzstādīšanas posmi lielākoties ir līdzīgi:
Kā gofrēt plastmasas cauruli
Gofrēšanas procedūra attiecībā uz metāla-plastmasas caurules savienošanu ar armatūru nodrošina šādu darbību secību:
- Plastmasas cauruļu griešana pēc izmēra.
- Veiciet tā gala sekciju kalibrēšanu.
- Iekšējā rādiusa nomierināšana.
Pēc tam gofrēšanas uzmava tiek uzstādīta caurules galā.

Pēc šīm darbībām savienotājelementa veidotā daļa tiek ievietota metāla-plastmasas caurulē no gala, kur atrodas gofrēšanas uzmava. Pārvietojiet gofrēšanas uzmavu virs caurules korpusa, novietojiet to paralēli armatūrai. Norādījumi darbam ar presēšanas veidgabaliem, veidojot metāla-plastmasas cauruļvadu dots šeit Mēs iesakām izlasīt noderīgu informāciju.
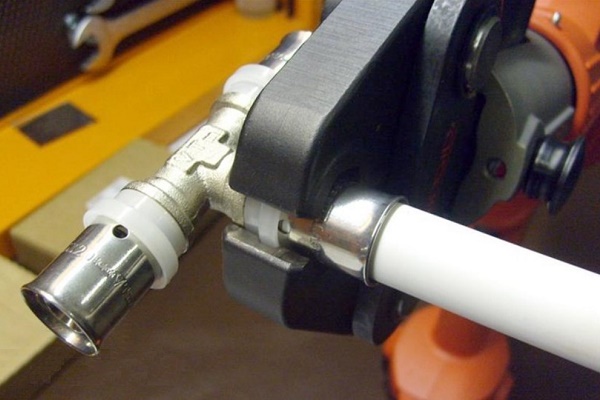
Uzlieciet uz krustojuma zonas presēšanas knaibles, kas papildinātas ar piederumiem, kas atbilst apstrādātā cauruļvada diametra lielumam. Saspiediet instrumenta rokturus līdz galam.

Šādas darbības ir raksturīgas gofrēšanai, izmantojot rokas instrumentu. Tikmēr papildus manuālai gofrēšanai ir arī elektriskas, hidrauliskas, pneimatiskas ierīces.
Šīs dizaina iespējas parasti reti tiek izmantotas ikdienas dzīvē. To mērķis ir rūpnieciskā ražošana. Pēc konfigurācijas tie arī ļoti atšķiras no manuālajiem modeļiem.
Jāatzīmē dažas funkcijas, strādājot ar preses knaibles.Vienmēr ir atļauta tikai viena veida gofrēšana. Ja kāda iemesla dēļ pirmo reizi nebija iespējams izgatavot augstas kvalitātes gofrēšanu, nemēģiniet atkārtot darbību. Bojāta gofrēšana ir jānoņem, un vispirms jāveic gofrēšanas procedūra.
Gofrēšanas priekšrocības un trūkumi
Novērtēšana plastmasas cauruļu savienojumsIzgatavots ar preses standziņu palīdzību, nav iespējams nepamanīt priekšrocības un trūkumus.

Gan viens, gan otrs nosaka apstākļus, kad šī metode ir piemērota.
Atzīto priekšrocību saraksts ir šāds:
- tiek izveidots bez uzraudzības pieslēgums;
- augsta darba spiediena aprēķins;
- augsta mehāniskā izturība;
- ilgs kalpošanas laiks;
- Viegla, vienkārša un ātra uzstādīšana.
No esošo trūkumu viedokļa eksperti identificē arī dažus faktorus un parasti tos saista ar apkopes vai uzstādīšanas kritērijiem:
- tiek izveidots neatdalāms savienojums;
- nepieciešams īpašs rīks (preses knaibles).
Negatīvie ir tas, ka katra gofrēšanas kļūda samazina visu darbu līdz nullei.

Papildus šiem trūkumiem varat pievienot galvenā rīka - ērču preses - augstās izmaksas.
Tiesa, manuālai pielāgošanai sadzīves apstākļiem cena nav tik augsta kā automātiskajai konstrukcijai. Bet pat šajā gadījumā pirkšana nav rentabla, jo šis rīks faktiski ir nepieciešams vienreizējs.
Secinājumi un noderīgs video par tēmu
No videoklipa jūs varat uzzināt, kā strādāt ar mehāniskā tipa presēm, proti, kā gofrēt metāla-plastmasas cauruļu veidgabalus.
Metālplastmasas cauruļu uzstādīšana gofrējot ir ieteicama apkārtējās vides apstākļos ar temperatūru vismaz + 10ºС. Ieteicams jaunos apstākļos vismaz 24 stundas izturēt iegādāto materiālu (caurules) un tikai tad sākt uzstādīšanu.
Instalētajai santehnikas sistēmai jāpārbauda hermētiskums un izturība, izmantojot hidrauliskos un pneimatiskos testus.
Vai jums ir pieredze darbā ar plastmasas caurulēm un to savienojumu ierīci? Jums pieder šī darba tapšanas tehnoloģiskās smalkumi, kas nav apskatīti rakstā? Lūdzu, rakstiet komentārus zemāk esošajā bloka formā, uzdodiet jautājumus, ievietojiet fotogrāfijas.
 Preses veidgabali plastmasas caurulēm: veidi, marķējums, mērķis + uzstādīšanas piemērs
Preses veidgabali plastmasas caurulēm: veidi, marķējums, mērķis + uzstādīšanas piemērs  Cauruļu griešana leņķī: dažādu metožu priekšrocības un trūkumi + darba piemērs
Cauruļu griešana leņķī: dažādu metožu priekšrocības un trūkumi + darba piemērs  Kā tiek saliektas metāla caurules: darba izpildes tehnoloģiskās smalkumi
Kā tiek saliektas metāla caurules: darba izpildes tehnoloģiskās smalkumi  Plastmasas cauruļu uzstādīšana pats (pats): savienojuma tehnoloģija un elektroinstalācijas piemēri
Plastmasas cauruļu uzstādīšana pats (pats): savienojuma tehnoloģija un elektroinstalācijas piemēri  Polipropilēna cauruļu lodēšana: darba noteikumi un iespējamo kļūdu analīze
Polipropilēna cauruļu lodēšana: darba noteikumi un iespējamo kļūdu analīze  Vannas istabas cauruļu nomaiņa: soli pa solim strādājiet
Vannas istabas cauruļu nomaiņa: soli pa solim strādājiet  Cik maksā gāzes pieslēgšana privātmājai: cena
Cik maksā gāzes pieslēgšana privātmājai: cena  Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi
Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi  Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām
Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām  Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības
Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Nepieciešamā instrumenta (īpaša cauruļu griezēja un preses stangas) klātbūtnē metāla-plastmasas cauruļu gofrēšana nav liela problēma, un to ir diezgan vienkārši izdarīt pats. Ja kaut kas nav skaidrs, vienkārši noskatieties pāris videoklipus, kuru tīklā ir pilns. Vēl viena lieta ir tā, ka ne visiem ir rīks, bet tas maksā daudz.
Jā, un nav iemesla tos iegādāties, ja jūs neprofesionāli to darāt. Es vienkārši noīrēju šos preses knaibles, tagad ir daudz uzņēmumu, kur to var izdarīt.
Labdien. Vai, ražojot caurules griezuma vietā, ir nepieciešams slīpēt?