HDPE cauruļu uzstādīšana ar DIY: metināšanas instrukcijas + kā šādas caurules saliekt vai iztaisnot

Zema spiediena polietilēns, kas ierindojas cauruļvadu montāžā izmantoto materiālu popularitātes vērtējumā, ieņem vadošo pozīciju. Šī pieprasījuma noslēpums ir viegli izskaidrojams ar pielietojuma daudzpusību un polietilēna cauruļu uzstādīšanas vienkāršību.
Bet tāpat kā jebkuru citu polimēru, augstas kvalitātes HDPE cauruļu uzstādīšanu ar savām rokām var veikt tikai stingri ievērojot tehnoloģiju. Mēs jums pateiksim, kādas nianses jāņem vērā, saskaņojot elementus. Mēs izskaidrosim, kā tos pareizi saliekt un iztaisnot.
Raksta saturs:
Efektīvas metodes HDPE cauruļu savienošanai
HDPE cauruļu tehnoloģiski savienojamas var būt divas galvenās metodes - viengabalainas un noņemamas.
Pirmais ietver iesaistīšanos metināšanas mašīna, otrais tiek ieviests, to neizmantojot.

Metinātie viengabala savienojumi nodrošina maksimālu blīvējumu, kas ir īpaši svarīgi, veicot sakārtošanu lielceļi zem spiediena. Noņemamos savienojumus ir viegli uzstādīt, un tie ļauj jebkurā laikā izjaukt cauruļvadu, lai pārveidotu līniju vai papildinātu to ar jauniem līkumiem.
Viengabala savienojuma metodes
HDPE cauruļu savienošanai tiek izmantotas divas viengabala savienojuma metodes: metinot mucu un uzstādot elektrisko metināšanas savienojumu.
Jebkurā gadījumā, ieviešot šīs metodes, savienojumiem ir šādas prasības:
- Metināto segmentu maksimālajam pārvietojuma leņķim jābūt ne vairāk kā 10% attiecībā pret savienoto cauruļu sienas biezumu.
- Virs blakus esošo segmentu virsmas ārējā līmeņa jāizveido savienojuma šuve.
- Labi izgatavotas šuves veltņa augstumam vajadzētu būt svārstīgam diapazonā no 2,5-5 mm.
Veltņa augstuma optimālā vērtība ir atkarīga no izkusušā izstrādājuma sienas biezuma. Uz plānsienu caurulēm (līdz 5 mm) tai jābūt ne vairāk kā 2,5 mm. Ja cauruļu sienas biezums svārstās no 6-20 mm, tad veltņa augstumam jābūt ne vairāk kā 5 mm.
Muca metināšana
Neatdalāma savienojuma izveidošana tiek veikta, mīkstinot materiālu līdz viskozas vielas stāvoklim, lai notiktu tā daļu difūzā savienība. To izmanto caurulēm, kuru sienu biezums pārsniedz 5 mm.

Savienojuma metode, izmantojot metināšanu, tiek izmantota tiešajās ūdens apgādes sistēmas sekcijās, kuras paredzēts darbināt zem spiediena. Tikai tas ļauj jums iegūt ciešu savienojumu ar diametru, kas pārsniedz 200 mm, jo tas nerada caurules stingruma zudumu, izraisot deformāciju.
Izturīga HDPE cauruļu metināšana ar savām rokām tiek veikta, izmantojot īpašu instrumentu. Metodes būtība ir piekarsēto elementu galu sildīšana līdz viskozam stāvoklim, izmantojot sildīšanas sprauslu. Mīkstinātos galus zem spiediena vienkārši savieno viens ar otru, pēc tam savienojuma sekcijai vienkārši ļauj atdzist.

Veicot metināšanu, ir svarīgi izturēt sildīšanas elementu temperatūras apstākļus.
Sildelementu ekspozīcijas laika un temperatūras parametrus nosaka, ņemot vērā trīs faktorus:
- Cauruļvada sienu biezums.
- Līkumu diametrs.
- Lodēšanas ierīces tehniskie parametri.
Metināšanas caurules ir visuzticamākā un izturīgākā iespēja. Ar to jūs varat izveidot neatņemamu stiprinājumu, kas iztur gan spiediena, gan spiediena spiedienu ūdens apgādes sistēmas.

Metināšana tiek veikta šādā secībā:
- Sakari tiek sagriezti iepriekš noteiktā lielumā. Apgrieziet galu plaknes paralēli. Galus notīra ar smilšpapīra gabalu.
- Galus norauj ar platumu 2-3 mm. Metināšanas vietu rūpīgi notīra un apstrādā ar attaukošanas līdzekli.
- Lodāmurs ir iestatīts uz sildīšanas zīmi 260 °. Kamēr tas sasilda, metināšanas sprauslas tiek savērtas un jāgaida, līdz to karsēšanas pakāpe sasniegs iepriekš noteiktu temperatūru.
- Izmantojot centrēšanas mehānismu, armatūra un caurules gals tiek padziļināti sprauslas dobumā. Ja centrēšanas mehānisms lodmetālā nav paredzēts, izlīdzinājums būs jāpārbauda "ar aci", padarot savienojumu pēc iespējas precīzāku.
- Centrētie elementi tiek ievilkti norādītajā līmenī, savienojot zem spiediena, un iztur laiku, kas norādīts norādījumos par plūsmu.
- Pēc darba pabeigšanas ierīce tiek nospiesta uz sāniem un atvienota no tīkla. Metināšanas laukums bez nobīdes un griešanās tiek fiksēts iepriekš noteiktā stāvoklī, līdz virsma ir pilnībā atdzisusi.
Metinot, ir svarīgi nepārspīlēt. Tas var izraisīt polietilēna pieplūduma veidošanos uz izstrādājuma iekšējā diametra.

Lai iegūtu drošu uzstādījumu, uzstādīšanas dziļumam jābūt apmēram 2 mm.Neņemot vērā noteikto dziļumu, iegūtajam metinājumam būs vienmērīgs izskats ar tādu pašu iespieduma augstumu.
Tālāk sniegtais fotoattēlu klāsts iepazīstinās jūs ar HDPE cauruļu metināšanas paņēmieniem:
Ar elektrofūzijas metināšanu
Īstenojot šo nesaraujamā savienojuma metodi, tiek izmantota elektrofūzijas metināšana vai elektriskā metināšanas armatūra.

Šī metode ir efektīva, ja jāstrādā šaurās vietās. Piemēram, veicot remontdarbus akās vai kad jums jāveido ieliktņi iepriekš savienotās caurulēs.
Vietējos normatīvajos dokumentos nav vienotu kontaktligzdas metināšanas standartu. Šī tehnoloģija biežāk tiek izmantota Eiropas valstīs, un to regulē DVS-220715 standarti.
HDPE cauruļu savienošanas tehnoloģija ar savienojumu izmantošanu ietver vairākus pamata soļus:
- Komunikācijas vietnes sagatavošana. Izplūdes ārējā virsma tiek notīrīta no taukiem un putekļiem. Šim nolūkam tiek izmantoti ziepju un spirta šķīdumi, kas būvniecības veikalos tiek piedāvāti plašā sortimentā.
- Apstrādes šuves. Stiprinājuma blīvums tieši atkarīgs no tā, cik gludi tiek veikts griezums. Lai iegūtu pilnīgi gludu virsmu, caurules gala virsmu berzē ar smalkgraudaina smilšpapīra gabalu.
- Apdare. Krāna savienojums tiek sagriezts 45 ° leņķī. Slīpums ļaus nodrošināt visciešāko elementu piebūvi un stiprinājumu.
- Sakabes montāža. Sajūgs ir savienots ar strāvas avotu. Pēc tam, kad tas ir uzkarsēts līdz iepriekš noteiktai temperatūrai, uzmavas vienu pusi (serdi) uzliek uz caurules, bet otru galu (uzmavu) savieno ar otro caurules izeju.
Galvenais nosacījums, lai veiktu elektrofūzijas metināšanu, ir nodrošināt, ka sastāvdaļas paliek nekustīgas karsēšanas un sacietēšanas laikā.Padziļinot filiāli, liekties apsildāmās sakabes dobumā, ir svarīgi darbu veikt ātri, bet pēc iespējas uzmanīgāk, lai nepārkarsētu polietilēnu.

Padziļinot segmentus savienojuma dobumā, sagatavojieties, lai šķidrā plastmasa pakāpeniski izkļūtu no tās. Pēc darba pabeigšanas atliek tikai noņemt savienojumu un savienoto cauruļvadu novietot uz cietas virsmas, lai to nostiprinātu vajadzīgajā stāvoklī.
Pēc kausējuma sacietēšanas krustojumā būs redzams gofrēšanas skava, kas cieši pieguļ caurulei.
Bet, izvēloties šo metodi, ir vērts uzskatīt, ka plastmasas caurules neatšķiras ar augstu stingrību. Un tāpēc ar spēcīgu iekšējo spiedienu izveidotā šuve var vienkārši novirzīties. Savienojuma savienojums nav labākais risinājums apkures komunikāciju sakārtošanai un izlietnes filiāļu izveidošanai.
Novērtējot dažādu stiprās un vājās puses HDPE cauruļu metināšanas metodes Raksts ir veltīts saturam, kuru mēs iesakām jums izlasīt.
Noņemamas savienojuma metodes
Ja mēs apsveram noņemamu savienojumu iespējas, tie tiek realizēti, izmantojot atlokus un kompresijas veidgabalus. Stingri ievērojot uzstādīšanu, tie izrādās tikpat uzticami kā tie, kas izveidoti, izmantojot metināšanas mašīnu.
Jebkura veida nesaraujams savienojums ietver elastīgo daļu. Gofrējot ar kompresijas instrumentu, tas aizpilda visus tukšumus locītavas zonā, tādējādi novēršot noplūdes.
Izmantojot HDPE veidgabalus
Lai īstenotu šo metodi, tiek izmantoti kompresijas veidgabali, kas ir vārpstas, ko abās pusēs papildina ārējie pavedieni.
Viņi spēj pievienoties caurulēm, nodrošinot ciešu savienojumu ar augstu blīvējuma veiktspēju. Šajā gadījumā saliekamo savienojumu jebkurā laikā nebūs grūti noņemt, lai mainītu šosejas konfigurāciju vai veiktu steidzamu remontu.

Soļu secība, lai iegūtu montāžas savienojumu:
- Uz sagatavotajiem abu cauruļu galiem uzlieciet starplikas gredzenu, kas izgatavots no poliuretāna vai gumijas. Gredzena ārējam diametram jābūt vienādam ar savienoto cauruļu iekšējo izmēru.
- Galos ir uzstādīts spriegošanas uzgrieznis un divas kompresijas paplāksnes. Pirmais paplāksne ir paredzēta starplikas gredzena izspiešanai, otrā ir paredzēta, lai piegrieztu uzgriezni attiecībā pret caurules galu.
- Savienojums ir savienots pēc principa "caurule - armatūra". Lai palielinātu uzticamību, to abās pusēs piespiež pie atdures ar spriegošanas uzgriezni.
Uzmontēto detaļu salikšanai tiek izmantota īpaša atslēga. Nostiprināšanas uzgriežņi ir atskrūvēti savienotājelementos.

Šīs savienojuma metodes galvenā priekšrocība ir tā, ka to ir ērti veikt pat ar ievērojamu apkārtējās vides temperatūras pazemināšanos. Kamēr metināto savienojumu robeža nav mazāka par + 5 ° С.
Plašs dažādu diametru savienojošo elementu klāsts ļauj savākt jebkuru vadu, veicot cauruļvadā nepieciešamās filiāles.
Uzstādot atloku
Savienojuma atloka veidu izvēlas, ja ir nepieciešams savienot cauruļvada PND ar tērauda caurulēm. Ar atloku palīdzību automaģistrālēm ir ērti savienot vārstus, regulatorus un vārtu vārstus.

Uzstādīšanai uz polietilēna caurulēm tiek izmantoti atloki, kas atbilst GOST 12882.80. Viņiem ir paplašināts iekšējais diametrs.
Atloka uzstādīšana tiek veikta šādā secībā:
- Vienā galā tiek veikts sakaru pavediens.
- Elements ir ieskrūvēts pavedienā.
- Uz elementa tiek ievietota savienotās caurules izeja.
- Savienojumu silda ar savienojumu vai matu žāvētāju.
Pirms atloka uzlikšanas ir jāpārbauda, vai tajā nav asu izvirzījumu un rievu, kas var sabojāt polietilēna caurules galu.
Kā saliekt vai iztaisnot izstrādājumu?
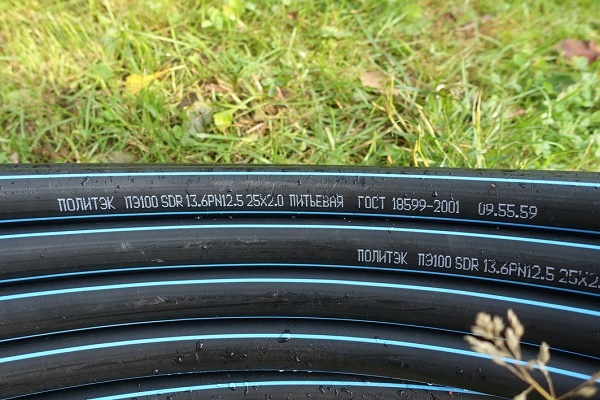
Pārdošanā ir polietilēna caurules taisnās 12 metru sekcijās vai cietu izstrādājumu veidā, kas apvilkti ap lieliem līčiem. Savīti, izstrādājumi ir gredzenu formā un ir deformēti. Pirms deformētās HDPE caurules iztaisnošanas vai saliekšanas tā jāuzsilda.

Zema spiediena polietilēns ir slavens ar labu elastību. Bet tas zaudē šo īpašību sildīšanas temperatūrā virs + 80 ° C. Šis moments tiek izmantots, ja nepieciešams, lai mainītu produkta konfigurāciju.
Bet ir vērts atcerēties, ka izplešanās vai lieces laikā temperatūru var paaugstināt tikai uz īsu laika periodu. Galu galā polietilēna caurule pieder būvmateriālu kategorijai, kas, ja tiek pārkāpta temperatūra, var tikt sabojāta.
Cauruļu pagarināšanas metožu pārskats
Iztaisnojiet cauruli, novēršot krokas, kas radušās tās uzglabāšanas un transportēšanas laikā. Vienkāršākais veids ir pēc produkta vieglas sildīšanas. Ja cauruļvada nomaiņa vai remonts tiek veikts vasarā, kad saules stari ir pēc iespējas karstāki, varat tos izmantot uzdevuma sasniegšanai.

UV stari nepasliktinās polietilēna darbības parametrus, bet tajā pašā laikā tie kādu laiku var mīkstināt izstrādājuma sienas. Jums vienkārši jānostiprina mīkstinātā caurule gar stingru balstu vai sienu vai jāuzliek iepriekš izraktajā tranšejā. Pirms izliektas HDPE caurules iztaisnošanas uz zemes, jums ir jāatbrīvo laukums.
Ja jums darbs jāveic ziemā, produkta sildīšanai izmantojiet karstu ūdeni. Bet šī metode ir efektīva caurulēm, kuru izmērs nepārsniedz 50 mm. Kā palīglīdzekli iztaisnošanai varat izmantot metāla margas un ķieģeļu mūrus. Jebkurā gadījumā: jo īsāks ir izstrādājuma garums, jo vieglāk ar to darbosies.
Efektīvas metodes sagataves saliekšanai
Ja rodas pretēja situācija, kad ir nepieciešams saliekt HDPE cauruli, tiek izmantota viena un tā pati termiskā apstrāde.
Lai sasildītos, tiek izmantotas šādas metodes:
- pūst karstu celtniecības gaisa pūtēju;
- sasildiet izstrādājuma sienas ar gāzes degli;
- ieskauj virsmu ar verdošu ūdeni.
Lai vienkāršotu liekšanas procedūru, labāk ir veidot formēšanas rāmi. Rāmi, kura izmērs atbilst saliektās caurules diametram, var izgatavot no parastajām kokšķiedru plātņu loksnēm. Lai rāmja virsma būtu gluda, slīpējiet to ar smilšpapīra gabalu.
Lai saliektu PND cauruli ar fēnu, darbs tiek veikts šādā secībā:
- Apstrādāto vietu silda ar celtniecības fēnu.
- Mīkstinātā sagatavne ir aprakta formēšanas rāmī.
- Uzmanīgi salieciet cauruli, nepielietojot pārmērīgu spēku, lai izstrādājums līkumā nesadalītos.
Pēc tam, kad ir izveidots nepieciešamais lieces leņķis, ir nepieciešams atstāt produktu pilnīgai dzesēšanai un tikai pēc tam noņemt to no rāmja.

Svarīgs punkts: sildot cauruli, jums jāievēro “zelta vidusceļš”. Ja liekšanas laikā virsma nav pietiekami karsēta, caurule var saplīst. Ja sildīšanas laikā sildelements tiek novietots pārāk tuvu izstrādājumam, polimērs var aizdegties.
Secinājumi un noderīgs video par tēmu
Iepazīstieties ar HDPE cauruļu metināšanas un apstrādes niansēm sekojošos video.
1. videoklips. Kā tiek veikta muca metināšana:
2. video. Elektrofūzijas metināšanas izveidošanas piemērs:
3. video. Cauruļu iztaisnošanas iespēja:
Izvēloties polietilēna cauruļu savienošanas un izlīdzināšanas metodi, ir jāņem vērā darba vides spiediena līmenis. Tas mazinās manipulāciju ar cauruļvadu negatīvo ietekmi uz tā tehniskajiem parametriem.
Vai jūs zināt polietilēna cauruļu savienošanas tehnoloģiskās nianses, kas nav aprakstītas rakstā? Ja personīgā pieredze HDPE cauruļvadu būvē, ko jūs vēlētos dalīties ar vietnes apmeklētājiem un mums? Lūdzu, rakstiet komentārus zemāk esošajā blokā, ievietojiet fotoattēlu, uzdodiet jautājumus par raksta tēmu.
 Polipropilēna cauruļu uzstādīšana ar DIY: tehnoloģija darbam ar PP cauruļvadiem
Polipropilēna cauruļu uzstādīšana ar DIY: tehnoloģija darbam ar PP cauruļvadiem  Kā ar savām rokām izgatavot krēslu no polipropilēna caurulēm: ražošanas soli pa solim
Kā ar savām rokām izgatavot krēslu no polipropilēna caurulēm: ražošanas soli pa solim  Kā saliekt profila cauruli ar savām rokām bez īpašiem instrumentiem
Kā saliekt profila cauruli ar savām rokām bez īpašiem instrumentiem  DIY vara cauruļu uzstādīšana: vara cauruļu uzstādīšanas tehnoloģija
DIY vara cauruļu uzstādīšana: vara cauruļu uzstādīšanas tehnoloģija  Plastmasas cauruļu uzstādīšana pats (pats): savienojuma tehnoloģija un elektroinstalācijas piemēri
Plastmasas cauruļu uzstādīšana pats (pats): savienojuma tehnoloģija un elektroinstalācijas piemēri  DIY amatniecība no propilēna caurulēm: pašdarināt pašdarināšanas iespējas
DIY amatniecība no propilēna caurulēm: pašdarināt pašdarināšanas iespējas  Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena
Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena  Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi
Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi  Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām
Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām  Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības
Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības 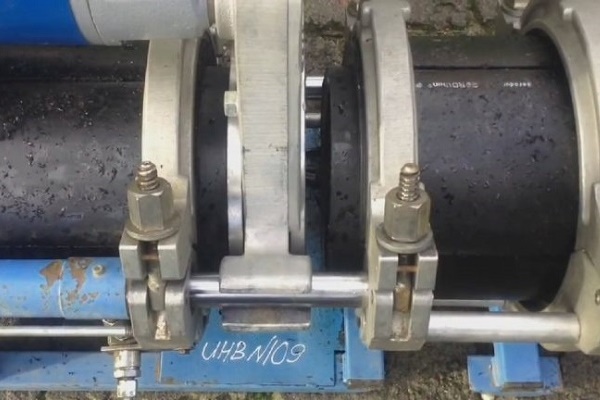{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}