Plastmasas caurules: veidi, specifikācijas, uzstādīšanas pazīmes

Daudzos veidos plastmasas caurules pārspēj savus tuvākos konkurentus: polimēru, varu, čugunu un tērauda materiālu šoseju ieklāšanai. To īpašības ir īpaši nozīmīgas, uzstādot apkures sistēmu.
Lai metāla-polimēra kompozīts varētu realizēt tās īpašības, kuras ražotājs ir pilnībā deklarējis, ir pareizi jāizvēlas caurules tips. Tam jāatbilst gaidāmajiem ekspluatācijas nosacījumiem un jāveicina uzstādīšana. No mūsu raksta jūs uzzināsit visu par caurulēm, kas izgatavotas no metāla un plastmasas, kā arī vadlīnijas to izvēlei.
Raksta saturs:
Cauruļu uzbūve no metāla-plastmasas kompozītmateriāla
Metāla-plastmasas cauruļvads ir ieguvis popularitāti, pateicoties metāla izturības un polimēra elastības apvienojumam. Kompozītu cauruļu dizains ir daudzslāņu polimēru slāņu “kūka”, kas pastiprināta ar alumīnija slāni.
Plastmasas un metāla simbioze nodrošina augstu mehānisko izturību, novērš skābekļa difūziju no atmosfēras un samazina materiāla termisko izplešanos.
Iekšējo polietilēna “oderējumu” raksturo absolūtais gludums, kas nodrošina netraucētu transportētās barotnes caurbraukšanu un novērš plankumu nogulšņu parādīšanos. Polimērs ir izturīgs pret agresīvām vielām un nav pakļauts korozijai.

Metāla serde ir atbildīga par izstrādājuma stingrību un palielina cauruļvada izturību pret temperatūru. Alumīnija galus savieno ar lāzera metināšanu. Alumīnija apvalka biezums ir 0,15–0,75 mm - tas ļauj izturēt biežus temperatūras lēcienus un augstu spiedienu.
Ārējais polimēra slānis ir īpaši izturīga plastmasa, izturīga pret mehāniskiem bojājumiem, augstu mitrumu un agresīviem reaģentiem. Ārējais apvalks samazina kondensācijas ātrumu caurulēs.

Sākotnējās produkta īpašības lielā mērā nosaka izmantotā polimēra tips:
- Pekss - augstspiediena polietilēns;
- PE-RT - karstumizturīgs polimērs;
- PE-R - polietilēns;
- PP-R - polipropilēns.
Par integritāti visa komplekta atbilst līmes sastāvu. Ražotāji iepazīstina ar saviem patentētajiem preparātiem, un sastāvdaļas un sastāvdaļu attiecība netiek reklamēta. Augstas kvalitātes līmes slānis izlīdzina saspringumu konstrukcijas iekšpusē starp polimēru un alumīniju, novērš slāņu veidošanos un palielina cauruļvada nodilumizturību.
Fizikotehniskās specifikācijas
Metāl-plastmasas cauruļvadu īpašības ir atkarīgas no izstrādājuma izmēriem (diametrs, sienas biezums), polimēra veida un ražotāja. Tomēr visiem rādītājiem jāatbilst standartiem saskaņā ar GOST 18599 (2001), R-53630 (2009) un R-52134 (2003).

Vispārīgas prasības metāla-plastmasas līnijai saskaņā ar GOST:
- karstā plastmasas slāņa izturība - līdz 0,3 g / 10 minūtēs;
- priekšējās malas slāņa trūkums spriegojumā līdz 10%;
- minimālā pieļaujamā pretestība pret slāņošanos slodzēs - 15 N / cm, bez slodzēm - no 50 N / cm;
- polietilēna slāņu šķērssavienojums - no 60%;
- plastmasas sastāvdaļu termiskā stabilitāte;
- skābekļa caurlaidības robežvērtība + 40 ° С temperatūrā ir 0,32 mg / kv.m * dienā; pie + 80 ° С - 3,6 mg / kv.m * dienā;
- izmantoto polimēru stiprības pakāpe ir no 8 līdz 12 MPa;
- līmējošās kompozīcijas sākotnējās plūstamības temperatūra ir vismaz + 120 ° C.
GOST regulē arī vides parametrus. Gaistošo vielu daļa metāla-plastmasas caurulēs nedrīkst pārsniegt 0,035%.
Vidējie vidējie fizikālie un tehniskie parametri:
- Sortiments. Ražotāji piedāvā metāla-plastmasas līstes ar iekšējo šķērsgriezumu 14-60 mm, sienas biezumu - 2-3 mm. Līča garums ir 50-200 m.
- Izturība. Šķērsvirziena slodzēs minimālā stiepes izturība ir 2880 N. Metināšanas izturība ar metālu un līmējošiem savienojumiem ir 57 un 70 N / kv.m.
- Karstumizturība. Kompozīts saglabā savas īpašības temperatūras diapazonā no + 95 ° C. Pieņemsim, ka īss lēciens līdz + 110 ° C, pie -40 ° C termoplastika sasalst.
- Lineārie parametri. Liekuma rādiuss ir tieši proporcionāls cauruļvada diametram. Ar manuālu uzstādīšanu vērtība ir 80-125 mm, ar mašīnu (cauruļu benderi vai vadītāju) - 46-95 mm.
Robežspiediena indikators sistēmā ir atkarīgs no pārvadājamā līdzekļa temperatūras.

Saskaņā ar pases darbības standartiem metāla kalpošanas laiks ir 50 gadi. Izmantošana "karstajos" inženiertīklos (dzesēšanas šķidruma temperatūra virs 25-30 ° С) darba laiks tiek samazināts līdz 25 gadiem.
Darbība un darbības joma
Metālplastmasas konstrukcija un tehniskie parametri noteica vairākas kompozītmateriāla šosejas stiprās puses.
Darbības pozitīvajos aspektos ietilpst:
- pretkorozija - iekšējā virsma nav pārklāta ar rūsu un neslāpē;
- laba caurlaidspēja zemas cauruļvada hidrauliskās pretestības dēļ;
- ķīmiskā inerce pret toksiskākajām vielām un agresīvu vidi;
- elastība, lai samazinātu instalācijas daudzumu savienotāji un stūra gabali;
- gāzes necaurlaidība - cauruļvadu sistēmas elementi (radiatori, katli, sūknēšanas iekārtas) ir aizsargāti no skābekļa kaitīgās ietekmes;
- trokšņa absorbcija - klusa šķidruma pārvadāšana pa komunālajiem pakalpojumiem;
- nodilumizturība, lietošanas ērtums un nepieciešamība pēc papildu apkopes.
Caurules ir vieglas, tāpēc tās ir viegli transportēt un uzstādīt. Papildu priekšrocības: estētika, pieņemamas izmaksas un praktiski bezatkritumu izmantošana.

Papildus pozitīvajām pusēm metāla slānim ir arī trūkumi:
- Termiskās izplešanās atšķirība. Plastmasa ātri "pielāgojas" ūdens temperatūras izmaiņām nekā alumīnijs. Šī atšķirība negatīvi ietekmē materiālu - laika gaitā savienojuma savienojumi vājina un palielinās noplūdes risks.
- Liekšanas prasības. Atkārtota liekšana / saliekšana vai vienreizēja liekšanās virs normas var izraisīt metāla-plastmasas veidņu slāņu deformāciju.
- Jutība pret UV starojumu. Polimēra ārējais slānis ilgstošas ultravioletā starojuma iedarbības laikā zaudē aizsargājošās īpašības.
Metāla-polimēra cauruļvada uzstādīšana notiek caur gofrēšanas veidgabaliem.

Šīs deformācijas var izraisīt dzesēšanas šķidruma sasalšana caurulē. Problēmas risinājums: galvenā izolācija uzstādīšanas posmā vai transportētā ūdens aizstāšana apkures sistēmā ar nesasalšanu.
Metāla-polimēra cauruļu ekspluatācijas īpašības ļauj tos izmantot privātā, rūpnieciskā būvniecībā un citās pārvaldības jomās.
Galvenās jomas:
- ūdens apgādes sistēmu sakari;
- agresīvu šķidrumu, gāzes piegāde lauksaimniecībā un rūpniecības objektos;
- izolētu "ūdens grīdu" izvietojums, ieskaitot siltumnīcu augsnes sildīšanu;
- elektrisko kabeļu un vadu izolācija.
Armatūra, kas izgatavota no metāla-plastmasas kompozītmateriāla, tiek plaši izmantota ventilācijas, kondicionēšanas un laistīšanas sistēmu uzstādīšanai no akām.

Darbības ierobežojumi:
- telpas, kuras saskaņā ar ugunsdrošības standartiem pieder “G” kategorijai - ir vielas, kuru apstrādi pavada siltuma veidošanās vai dzirksteles;
- ēkas ar siltuma avotiem, ja to apkures temperatūra pārsniedz 150 ° C;
- centralizēta apkure ar lifta vienības "ieliktni";
- piegādājot karstu dzesēšanas šķidrumu ar darba spiedienu 10 bar vai lielāku.
Metālplastikas detaļas nav ieteicamas ieviešanai atvērtā tipa inženierijas cauruļvados. Temperatūras paaugstināšanās un sala izmantošana izraisīs cauruļvada iznīcināšanu.
Metāla un plastmasas izstrādājumu izvēle
Metālplastmasas izstrādājumu kvalitāte un darbības apstākļi ir atkarīgi no polimēru komponentu veida, izmēriem, alumīnija apvalka savienošanas tehnoloģijas un ražotāja uzticamības. Saskaņā ar uzskaitītajiem kritērijiem jūs varat klasificēt visu cauruļu produktu klāstu.
Izmantotā polimēra tips
Balstoties uz sastāvu, plastmasu cauruļu ražošanai nosacīti iedala divās grupās: augsta un zema spiediena polimēri.
Pirmajā grupā ietilpst:
- Pekss- šķērssaistīts polietilēns;
- PE-RT - karstumizturīgs polimērs.
PEX - polietilēns ar "šķērssaistītām" molekulārajām ķēdēm. Šķērssaites pārveido lineāru struktūru par stabilu trīsdimensiju savienojumu.

Šis īpašums palielina cauruļvadu pretestību līdz ūdens āmurs.
Starpmolekulāro saišu veidu nosaka izmantotais šķērssavienojuma katalizators:
- Pex-a. Jaunās ķēdes struktūras iekšpusē ir polietilēna apstrādes ar peroksīdu rezultāts. Tiek sasniegts maksimālais “programmaparatūras” līmenis - līdz 85%. Plusi: elastības, augstas stiprības un izteiktas molekulārās "atmiņas" saglabāšana. Negatīvie ir augstās tehnoloģijas izmaksas, kā rezultātā arī augstās cauruļu cenas.
- Pex-b. Optimāla alternatīva "A-obligācijām". Silāna šķērssaites tehnika. Galvenā priekšrocība ir ražošanas izmaksu samazināšana. Tehnoloģiskās nianses: šķērssavienojuma pakāpe - 65%, samazināta elastība, stingrāki ierobežojumi cauruļu liekšanai. PEX-B polimēros tiek uzturēts lēns krusteniskās saites process - materiāls laika gaitā maina sākotnējās īpašības.
- Pex-c. Jaunu saišu veidošanās elektronu starojuma ietekmē. Gatavā produkta kvalitātes parametri ir ievērojami zemāki par PEX-A kategorijas caurulēm. Plus - zemas izmaksas.
- Peks-d. Starpmolekulāras saites ir slāpekļa apstrādes rezultāts. PEX-D caurules neiztur konkurenci ar kolēģiem, to ražošana tiek samazināta.
RE-RT caurulēm ir raksturīga ilgstoša karstumizturība. Termostabilajam polietilēnam ir noturīgas daudzas starpmolekulāras saites. Ražošana ietver makromolekulu telpiskas veidošanās kontrolētu procesu paņēmienu.

Sakarā ar augstām tehniskajām īpašībām metāla-plastmasas caurulēm ar polimēru RE-RT, to piemērošanas joma ir paplašināta. Šoseja iztur temperatūru līdz + 124 ° C un nebaidās no sasalšanas.
Cauruļvada "aukstā" ierīcei piemēroti zema spiediena polietilēna modeļi. Iespējamie apzīmējumi: PE-RS, PE, PEHD, HDPE. Materiālu īpašības:
- 70 ° C temperatūra ir kritiska - caurules ir deformētas;
- sistēmas spiediena robeža - 8-10 bar;
- pasliktināšanās saules ietekmē.
Metāla un zema spiediena polimēru kompozītais materiāls tiek izvēlēts ar mērķi "samazināt" cauruļvada budžetu.
Caurules izmēri: armatūras diametrs un biezums
Cauruļvada lielumu nosaka tā izmantošanas joma. Vadošo ražotāju sortimentā ir modifikācijas ar ārējo diametru 16-50 mm.

Zemāk ir aprakstītas cauruļu ar diametru XX * YY izmantošanas pazīmes un iezīmes, kur XX ir ārējā sekcija, YY ir iekšējais diametrs.
16*12. Caurules galvenokārt tiek izmantotas, lai aprīkotu ūdens apriti (ūdens padeve skaitītājiem, maisītāji) un mājas apkures sistēmu. Maģistrālajam cauruļvadam var izmantot produktus ar lielāku diametru.
20*16. Ierīce ir "silta grīda", ūdens apgādes sistēmas. Armatūrai ir labāka caurlaidspēja nekā iepriekšējiem līdzīgajiem, tāpēc tos ieteicams uzstādīt ar nestabilu ūdens spiedienu.
26*20. Sienas biezums ir 3 mm. Šo variantu vēlams izmantot privātmājā autonomām sistēmām, kur ir svarīgi nodrošināt zināmu rezerves joslas platumu iespējamās spiediena "nobiršanas" gadījumā.
32*26. Caurules izmēri ļauj to izmantot kā stāvvadu vai galveno cauruļvadu zema spiediena sistēmām. Pārvadātās vienības tilpums ir palielināts lielā šķērsgriezuma dēļ.
40*32. Biezums - 3,9 mm. Caurules ir atradušas izmantojumu inženiertīklu garo līniju ierīkošanā civilā un rūpnieciskā būvniecībā. Piemērots ūdens apstrādei, gaisa kondicionēšanai, individuālai un centralizētai ūdens apgādei.

Armolayer biezums nosaka cauruļu izturību, elastību un siltumvadītspēju.
Izvēloties, tiek ņemtas vērā šādas nianses:
- jo biezāks ir alumīnija slānis, jo stingrāks ir cauruļvads;
- neatkarīgu uzstādīšanu ir vieglāk veikt no izstrādājumiem, kuru metāla slānis ir 0,15-0,2 mm;
- palielinoties stiegrojuma proporcijai, palielinās siltumenerģijas zudumi dzesēšanas šķidruma transportēšanas laikā.
Mājsaimniecības darbiem optimālais armatūras slāņa izmērs ir 0,3-0,5 mm.
Ražošanas tehnoloģijas nianses
Metālpolimēru cauruļu ražošanai ir divas pamatmetodes: angļu un šveiciešu. Galvenā atšķirība starp tehnoloģijām ir iespēja savienot alumīnija uzmavu.
No tirgotājiem jūs bieži varat dzirdēt par cauruļu klasificēšanu “šuvēs” un “bezšuvēs” atkarībā no ražošanas tehnoloģijas. Tomēr, iedziļinoties ražošanas pamatos, var saprast, ka dokstacijas šuve ir abās versijās, atšķirība tās veiktspējā.
Angļu tehnoloģija - lokmetināšana. No metāla lentes tiek izveidota caurule, "piedurknes" malas pārklājas ar ultraskaņu. Alumīnija caurules ārpusei un iekšpusei vienlaikus tiek uzklāti līmējošie un polimēru slāņi.

Šveices tehnoloģija - muca metināšana. Ražošanas posmi:
- Polimēru cauruļu ražošana ar ekstrūzijas palīdzību.
- Līmes uzklāšana uz plastmasas ārējās virsmas.
- Alumīnija lentes metāla slāņa veidošanās un "velmēšana".
- Armatūras materiāla malu līmēšana no gala līdz galam ar argona loka vai lāzera metināšanu.
- Līmes un polimēra secīga uzklāšana uz alumīnija virsmas.
Pēdējais posms ir gatavā produkta atdzesēšana.

"Bezšuvju" cauruļu pārdevēju apliecinājumi par lielāku izturību salīdzinājumā ar "šuvēm" nebūtu jāuzskata par aksiomu. Metināšanas speciālisti zina, ka lokšņu metināšanas stiprība vienmēr ir augstāka nekā metinot ar mucu.

Ražotāju pārskats: kvalitātes un cenas attiecība
Neformālu metāla polimēru cauruļu ražotāju vērtējumu pārstāv vietējie un ārvalstu uzņēmumi.
Valtec (Itālija, Krievija). Metāla-polimēra cauruļu sistēmas tiek ražotas, izmantojot organosilanīda metodi (PEX-b). Darba slāņa šķērssavienojuma pakāpe ir 65%, bet aizsargājošā ārējā slāņa - 55%. Raksturlielumu kombinācija ļāva iegūt elastīgu materiālu.

Paredzamā produkta cena ir 16 * 2 mm - 1 cu / m, 32 * 3 mm - 4,5 cu / m.
Henko (Beļģija). Piecu slāņu caurules, kas izgatavotas pēc "bezšuvju" tehnoloģijas. Ražošanā tiek izmantots šķērssaistīts PEX-C polietilēns, šķērssavienojuma pakāpe ir 60%. Caurules tiek ražotas ar diametru 14-40 mm, biezums - 2-3,5 mm, līča garums - 5-200 m.

Cauruļu veidgabalu ar šķērsgriezumu 20 mm vidējās izmaksas ir 0,8 cu / m.
Oventrop (Vācija). Uzņēmums specializējas karstumizturīgu cauruļu ražošanā, kuru pamatā ir PE-RT polimēri. Sakarā ar lieliskajām produkta tehniskajām un ekspluatācijas īpašībām tiek uzskatīti par universāliem un tiek izmantoti dažādās būvniecības jomās. Cena ir aptuveni 1,2 cu / m.
Comap (Francija). Metāla-plastmasas cauruļvads, izmantojot PEX-C un PEX-B polimēru savienojumus. Produktiem raksturīga absolūta elektroķīmiskā stabilitāte un zems nodiluma līmenis. Multi-Skin sērijas caurules labi absorbē troksni un saglabā vēlamo līkuma formu.
Nanoplast (Krievija). Vietējais ražotājs ir uzsācis metāla cauruļu ražošanu pēc Šveices tehnoloģijas. Izstrādājuma īpašība ir pastiprināta armatūras kārta (metāla biezums ir 0,3-0,55 mm).

Ražošanas etiķetes dekodēšana
Marķējumā ir pamatinformācija par cauruļvada īpašībām un mērķi. Dažādu ražotāju vērtību secība var atšķirties.
Standarta apzīmējums:
- ražotāja nosaukums;
- ražošanas standarts, sertifikāta numurs;
- izmantoto materiālu tips;
- nominālie izmēri;
- maksimālais pieļaujamais spiediens;
- piemērots pārvadāšanai;
- papildu darba apstākļi (temperatūra).
Beigās tiek parādīts partijas numurs, maiņa un ražošanas datums.

Metāl-plastmasas cauruļvada uzstādīšanas iezīmes
Līnijas montāžu no metāla-polimēra caurulēm veic, izmantojot trīs veidu formas veidgabalus: split, kompresors, presēšanas piederumi. Savienojumu gofrēšanai, preses knaiblesļaujot izveidot pilnīgi noslēgtu vienību.
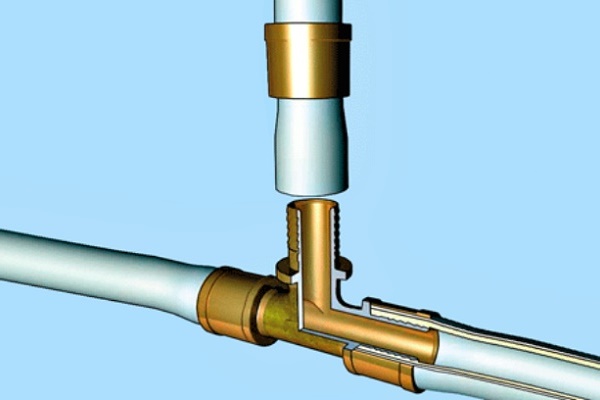
Cauruļu savienojums, izmantojot presēšanas veidgabalus, ir šāds:
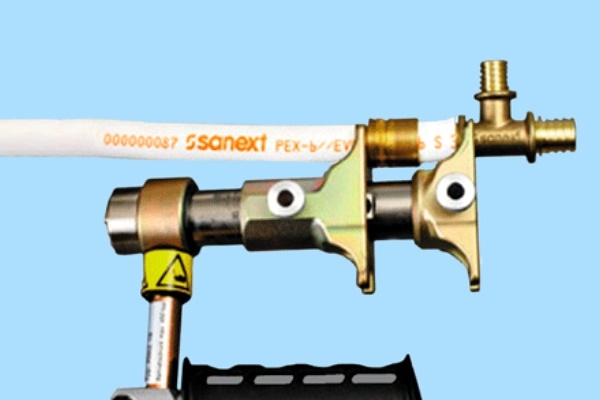
Papildus tradicionālajiem gofrēšanas savienojumiem, strādājot ar metāla-plastmasas caurulēm, tiek izmantota cita tehnoloģija un veidgabalu veids, ko sauc par bīdāmajiem. Lai šajā gadījumā izveidotu noslēgtu vienību, papildus presēšanas knaiblēm tiek izmantots arī paplašinātājs, ko izmanto kontaktligzdas paplašināšanai. Šo paņēmienu izmanto, lai saliktu sistēmas, kas izliktas ar grīdu vai ar vārtiem.
Bīdāmās uzmavas nospiešana uz paplašinātās caurules, kas uzstādīta uz sprauslas, nodrošina ciešu savienojumu, taču vienreizējai montāžai ne vienmēr ieteicams iegādāties visu instrumentu.
Noņemams (apvalka) veidgabali sastāv no korpusa, atvērtā gofrēšanas gredzena un gumijas starplikas. Diegs ir paredzēts dokstacijai ar sadzīves tehniku.
Instalācijas pasūtījums:
- Atzīmējiet armatūras uzstādīšanas vietu un izgrieziet cauruli.
- Ielieciet uzgriezni uzgriezni, gofrēšanas gredzenu.
- Uzstādiet stiprinājumu, pievelciet uzgriezni.
- Pārbaudiet doka hermētiskumu.
Kompresora uzstādīšana tiek uzskatīta par nosacīti sadalītu. Lai saliktu cauruļvadu, izmantojot šāda veida veidgabalus, ir nepieciešams minimāls instrumentu skaits, pietiek ar uzgriežņu atslēgu pāri:
Armatūru ir viegli uzstādīt:
- Izlīdziniet cauruli piestiprināšanas vietā 10 cm diapazonā.
- Vienmērīgi sagriež cauruli.
- Apstrādājiet galus, uzlieciet uzgriezni, gredzenu.
- Pārklājiet kātu ar hermētiķi un ievietojiet caurulē.
- Pievelciet uzgriezni.
Visuzticamākais savienojums metāla-plastmasas cauruļvadu montāža panākts, izmantojot presēšanas veidgabalus. Metode ir optimāla, uzstādot slēptos sakaru vadus. Cauruļu prese, kalibrators un cauruļu griezējs.

Ar vērtīgiem padomiem, kā gofrēt metāla-plastmasas caurules nākamais raksts, kurā ir detalizēti aprakstītas visas montāžas nianses.
Secinājumi un noderīgs video par tēmu
Metālplastmasas un polipropilēna cauruļu izturības pret augstu spiedienu salīdzinājums:
Apmācības video par pakāpenisku metāla polimēra cauruļvada uzstādīšanu, izmantojot presēšanas veidgabalus:
Plastmasas caurules - abu materiālu priekšrocību simbioze. Apvienotā struktūra paplašina metāla polimēru izstrādājumu klāstu dažādu celtniecības projektu inženierkomunikāciju sistēmās. Svarīgi argumenti par: ilgmūžību un pieejamu cenu.
Vai vēlaties pastāstīt, kā jūs izvēlējāties caurules no metāla-plastmasas un uzstādījāt tās ar savām rokām? Vai jums ir noderīga informācija par sakaru sistēmu projektēšanu vai uzlabošanu? Lūdzu, rakstiet komentārus zemāk esošajā blokā, uzdodiet jautājumus, dalieties ar noderīgu informāciju un fotoattēliem par raksta tēmu.
 Vara caurules apkurei: veidi, marķēšanas īpatnības + pielietojuma īpašības
Vara caurules apkurei: veidi, marķēšanas īpatnības + pielietojuma īpašības  Preses veidgabali plastmasas caurulēm: veidi, marķējums, mērķis + uzstādīšanas piemērs
Preses veidgabali plastmasas caurulēm: veidi, marķējums, mērķis + uzstādīšanas piemērs  Polipropilēna caurules un veidgabali: PP produktu veidi cauruļvadu montāžai un savienojuma metodes
Polipropilēna caurules un veidgabali: PP produktu veidi cauruļvadu montāžai un savienojuma metodes  Vara lodēšanas lodmetāls: lodēšanas veidi un to raksturojums + izvēles padomi
Vara lodēšanas lodmetāls: lodēšanas veidi un to raksturojums + izvēles padomi  Kā ietriekties plastmasas caurulē: darba iezīmes un visu svarīgo nianšu analīze
Kā ietriekties plastmasas caurulē: darba iezīmes un visu svarīgo nianšu analīze  Cauruļu griešanas iekārtas: instrumentu veidi un to pielietošanas iespējas
Cauruļu griešanas iekārtas: instrumentu veidi un to pielietošanas iespējas  Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena
Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena  Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi
Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi  Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām
Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām  Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības
Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}