Kā gatavot vertikālas un horizontālas šuves ar elektrisko metināšanu: soli pa solim

Elektriskā metināšana ir metālu struktūras apvienošanas tehnoloģija, karsējot un kausējot ar elektrisko loku. Tas ir kļuvis plaši izplatīts dažādās ekonomikas nozarēs, ieskaitot privāto sektoru.
Faktiski šo metodi var izmantot jebkuru metālu metināšanai kopā, ņemot vērā elektriskā loka temperatūru (7000–8000 grādi). Bet pirms pievērsties šai tehnoloģijai, jums būs jāizpēta, kā gatavot vertikālu šuvi, izmantojot elektrisko metināšanu, un jāizskata horizontālā šuves iegūšanas tehnika.
Raksta saturs:
Metināšanas šuves: vispārīgās definīcijas
Metālu metināšanas tehnoloģija ir cieši saistīta ar metinājuma jēdzienu. Tas veidojas metāla sacietēšanas procesā, kas izkausēts ar elektrisko loka metināšanu.
Atkarībā no metināšanas vietas šuvi var novietot horizontāli vai vertikāli. Turklāt šuves telpiskā atrašanās vieta var būt zemāka, sānu, augšējā.

Vienkāršākais un vieglākais izpildījums ir metinājumu uzlikšana apakšējā horizonta plaknē. Šādos apstākļos kausētu metālu var viegli kontrolēt.

Atlikušās iespējas šuvju izvietojumam telpā (sānu un augšējā) tiek atzītas par tehnoloģiski grūti izpildāmām, kurām nepieciešami metināšanas paņēmienu pētījumi un atbilstošas pieredzes attīstīšana.
Kā pagatavot vertikālu šuvi?
Metināšanas vadības sarežģītība vertikālās šuves veidošanas apstākļos ir saistīta ar parasto fizisko parādību - smagumu. Tas ietekmē izkusušā metāla masu, kas šķidrā veidā nokrīt.
Profesionāla metinātāja darbība ir tāda, lai novērstu izkusušās masas atraušanos no metināšanas vietas. Lai sasniegtu šo rezultātu, palīdzēs stabili dedzinoša elektriskā loka, kas tiek turēta minimālajā pieļaujamajā attālumā no elektrodu gala līdz metināšanas baseinam.
Bottom-up tehnika
Vertikālais savienojums, kā likums, tiek metināts ar elektrodu virzienā no apakšējā punkta līdz augšējam. Šāds ceļš nodrošina stabilāku vadību, un elektriskais loks pārliecinoši notur izkusušo vannu, novēršot tā izplatīšanos. Tieši caurlaide no apakšas uz augšu ļauj izveidot visaugstākās kvalitātes vertikālo šuvi.

Protams, pirms sākat metināt vertikālo šuvi, ir jāsagatavo savienojuma robežas, jāapstrādā atbilstoši tehniskajām prasībām. Metināšanas iekārta ir jāpielāgo metināšanas apstākļiem (iestatiet strāvu, paņemiet elektrodu).
Sākumā gar šuves līniju tiek izgatavoti vairāki punktu “līmlentes” - metināšana ar īsu šuvi (1–2 cm). Šādu darbību mērķis ir sildīšanas procesa laikā novērst metināto detaļu pārvietošanos termiskās deformācijas dēļ.

Kad savienojums ir metināts vertikāli, elektrodu aizturēšanas leņķis attiecībā pret plakni, uz kuras tiks likts šuve, tiek turēts 45-90 ° robežās.
Metinātāja instrukcija nosaka šādas darbības:
- Elektrodu kontakts ar metālu aizdedzina loku.
- "Tack" tiek veikts 3-4 punktos gar krustojuma līniju no tās vidus līdz malām.
- Metināšana sākas krustojuma līnijas apakšā.
- Elektrodu gājiens ir vērsts uz augšu, metināšanas baseins tiek turēts darba zonā.
Elektrods jāpavirza mērenā ātrumā.Galvenais ātruma kritērijs ir optimāla izkausēta metinātā materiāla daudzuma veidošanās.
Vienlaicīgi ar elektrodu vertikālo gājienu ir pieļaujamas šķērsvirziena zigzaga kustības ar "pusmēness", "siļķa kaula" vai citu "zīmējumu". Bet šķērsvirziena paņēmiens šķiet būtisks tikai metāliem, kuru sienu biezums pārsniedz 4 mm.
Vienā piegājienā bez apstāšanās ieteicams metināt metālu ar vertikālu šuvi. Iesācējiem metinātājiem tas, šķiet, sagādā grūtības. Tomēr pieredze strauji pieaug.
Metode no augšas uz leju
Apgūstot pieredzi, metinātāji viegli uzliek vertikālu šuvi, pārvietojot elektrodu no augšas uz leju. Kāds ir triks šādas operācijas veikšanā?
Tas ir vienkārši: ieslēdzot elektrisko loku, elektrods tiek uzstādīts attiecībā pret apstrādes plakni 90 ° leņķī. Tiklīdz metāls loka veidošanās vietā sāk izkausēt, elektrodu leņķis tiek mainīts uz 15-20º, nedaudz nolaižot turētāju.

Elektrodu elektroinstalāciju gar biezu sienu metālu savienojuma līniju veic arī šķērseniski “zāģa zoba” vai “taisnstūra” formas zigzagi. Daži metinātāji izmanto “viļņiem līdzīgu” kausējuma sadalīšanas paņēmienu.
Tikmēr vertikālā šuves veidošanas metode virzienā no augšas uz leju metinātājam rada lielas grūtības. Tomēr, pēc daudzu ekspertu domām, metināšana šādā formā dod vislabāko rezultātu kvalitātes rādītāju ziņā.
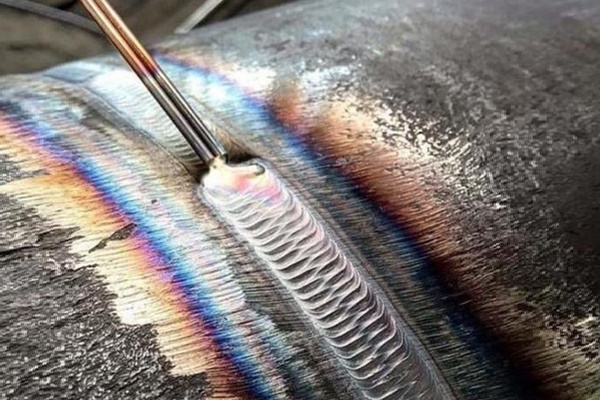
Horizontālo metinājumu tehnoloģija
Horizontālās šuves metināšanas specifika ir gandrīz tāda pati kā vertikālai. Tehniskās nianses - atkal manipulēšana ar elektrodu uzstādīšanas leņķiem.
Kustības virzienu detaļu metināšanas laikā krustojumā var izvēlēties no tā galējā kreisā punkta līdz galēji labajam punktam vai otrādi. Konkrēto virziena izvēli nosaka metinātājs, pamatojoties uz personisko ērtību pakāpi.

Bet kā pagatavot horizontālo šuvi ar elektriskās metināšanas palīdzību, lai novērstu kausējuma izplūšanu no riests iedarbības smaguma dēļ?
Šeit metinātājam jāizvēlas elektrodu pozīcija, kurā elektriskā loka degšanas spēks būtu līdzvērtīgs metāla pilienu smagumam. Jums, iespējams, būs jāpielāgo strāvas stiprums un eksperimentāli jāizvēlas optimālais elektroda pārvietošanas ātrums.
Parasti horizontālas šuves metināšana tiek veikta nepārtraukti, līdz tā ir pabeigta. Tomēr, ja kausējumu (metināšanas baseinu) nav iespējams kontrolēt, varat mēģināt mainīt tehniku - dodieties kustībā ar periodisku loka izdzēšanu.
Visi šie smalkumi tiek uzkrāti, parādoties metināšanas pieredzei. Tāpēc nevajag izmisumā, ja jau no pirmajiem mēģinājumiem nekas nav izdevies.

Vēlamā iespiešanās platuma un iesūkšanās dziļuma horizontālas šuves izveidošana, kā likums, tiek panākta, pateicoties elektrodu sadedzinošā gala rūpīgai kustībai no sāniem no vienas savienotās daļas malas līdz otras malai.
Metālu metināšanai, kuru biezums nepārsniedz 4 mm, tiek izmantotas dažādas šķērsgriezuma elektrodu gājiena "modeļa" versijas. Par šo tēmu nav īpašu ieteikumu. Galvenais ir iegūt nepieciešamo šuves platumu un iespiešanās dziļumu.
Loks: optimāla garuma kontrole
Plaisu starp elektrodu karsto galu un metāla plakni, kas ir pietiekama elektriskās izlādes veidošanai, sauc par loka garumu. Viens no galvenajiem metinātāja norādījumu pamatiem ir optimāla loka garuma kontrole.
Teorētiski metināšanas režīmā var iegūt trīs loka spraugas:
- īss (1 - 1,5 mm);
- garš (3,5 - 6 mm);
- normāls (2 - 3 mm).
Īss loka sadedzināšanas režīmam raksturīga nepietiekama metāla sildīšana platumā. Šuves malās šādos gadījumos ir tā sauktais "apakškārta" - neliela depresija. Šāda defekta klātbūtne norāda uz zemu metinājuma kvalitāti.

Metināšanas režīmu ar garu loka, kā likums, pavada periodiska tā izdzēšana. Šeit tiek atzīmēta neliela metāla dziļa karsēšana. Nav jārunā arī par labu šuvju kvalitāti.
Tādējādi vienīgā iespēja, pa kuru jāvadās iesācēju metinātājam, ir parastais loka garums, kam jābūt ne vairāk kā Ld = 0,5-1,1 * De (Ld ir loka garums; De ir elektrodu diametrs).
Elektrodu pozīcijas kontrole
Metināšanas procesu var veikt, ja elektrodu novieto leņķī uz priekšu, leņķi atpakaļ, taisnā leņķī. Izmantojot jebkuru no šīm trim tehnoloģiskajām metodēm, metinātājs spēj radīt šuves dažādos darba apstākļos.

Tātad, “leņķa priekšu” metodi tradicionāli izmanto, lai savienotu elementus ar horizontālu un vertikālu šuvi detaļu augšējā izvietojuma apstākļos telpā (griestu metināšana). Tas pats paņēmiens ir veiksmīgi izmantots fiksētu cauruļu savienojumu metināšanā vai pašdarinātu izstrādājumu izgatavošanā gāzes balonu krāsnis.
Turot elektrodu stingri taisnā leņķī (90º), metinātājs nodrošina darba izpildi grūti pieejamās vietās. Visbeidzot, “stūra aizmugures” tehnika ļauj veikt augstas kvalitātes metināšanas darbus stūru savienojumos.
Instalējot elektrodu “leņķī uz priekšu”, parasti strādājiet ar plānsienu metāliem. Šajā elektrodu pozīcijā saņem plašu sekla dziļuma šuvi. Tieši pret metāliem ar biezu sienu viņi mēģina pielietot paņēmienu “atpakaļ leņķī”, nodrošinot, ka metāls tiek uzkarsēts pietiekamā dziļumā.
Pašreizējie parametri un elektrodu kustība
Strāvas stipruma vērtība un elektrodu kustības ātrums ir nozīmīgi faktori, kas ietekmē šuves kvalitāti. Metināšanu ar lielām strāvām pavada metāla sildīšana lielā dziļumā, kas ļauj palielināt elektrodu kustības ātrumu. Pie optimālās strāvas un elektrodu ātruma attiecības nosacījuma tiek iegūts pat augstas kvalitātes šuve.
Atbilstības tabula strāvas, elektroda, metāla biezumam
| Strāvas stiprums, A | Elektrodu diametrs, mm | Metāla biezums mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Pārvietojot elektrodu ar noteiktu ātrumu, ir jāņem vērā loka jaudas lielums. Pārāk ātra elektrodu padeve ar mazu jaudu nespēs nodrošināt pietiekamu sildīšanas temperatūru.
Rezultātā nebūs iespējams vārīt metālu vajadzīgajā dziļumā. Šuve vienkārši “guļ” uz virsmas, tik tikko “satverot” malu malas.

Gluži pretēji, apstākļos, kad elektrods atrodas pārāk lēni, tiek radīta pārkaršanas atmosfēra, kas apdraud metālu deformāciju metināšanas līnijā. Ja metāla elementiem ir smalka struktūra, jaudīgs loks vienkārši metīsies cauri metālam.
Jūs varat veiksmīgi praktizēt iesācēja metinātāja lauku un pilnveidot savas šuves prasmes plīts izgatavošana testēšanai, kuras pamatne ir metāla caurule. Mēs iesakām iepazīties ar noderīgu informāciju.
Norādījumi iesācējam metinātājam
Metināšanas darbi ir pieļaujami tikai ar atbilstoša aprīkojuma izmantošanu.
Standarta komplektā ietilpst:
- Jaka, bikses, cimdi, apavi izgatavoti no izturīgiem, izturīgiem, izturīgiem materiāliem.
- Galvassegas, kas pilnībā pārklāj galvas aizmuguri.
- Īpaša sejas un acu aizsargmaska.
Metināšanai jāizmanto izmantojams aparāts, kura elektrisko daļu aizver uzticams korpuss. Aparātā iekļautajiem elektriskajiem kabeļiem jābūt pilnībā izolētiem un jāatbilst ierīces elektriskajiem parametriem.
Metinātāja vietai jābūt aprīkotai ar darba galdu, gaismas avotiem, zemējuma joslu, aizsardzības līdzekļiem pret elektriskās strāvas triecienu un ugunsdzēšanas aprīkojumu.
Un pirms darba uzsākšanas jums rūpīgi jāizpēta elektriskās metināšanas noteikumi, apsveriet un izpētiet savienojumu iegūšanas metodes un iespējas.
Secinājumi un noderīgs video par tēmu
Piedāvājam jums noskatīties video metināšanas praksi: kā pagatavot horizontālās un vertikālās šuves:
Nav nepieciešams, lai būtu profesionāla metinātāja kvalifikācija, bet ir vēlams apgūt metināšanas tehniku. Pateicoties esošajām metināšanas prasmēm, cilvēkam ir vairāk iespēju īstenot dažādus sadzīves projektus.
Ja vēlaties apgūt tehnoloģijas, jūs vienmēr varat, un praktiskā pieredze palīdzēs apgūt ražošanas darbu tehniku augstā līmenī.
Vai vēlaties pastāstīt par savu pieredzi metināšanas darbos? Vai jūs zināt procesa smalkumus, kas rakstā nav doti? Lūdzu, rakstiet komentārus zemāk esošajā blokā.
 Elektriskā metināšana iesācējiem: metināšanas nianses un pamata kļūdu analīze
Elektriskā metināšana iesācējiem: metināšanas nianses un pamata kļūdu analīze  Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena
Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena  Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi
Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi  Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām
Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām  Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības
Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības 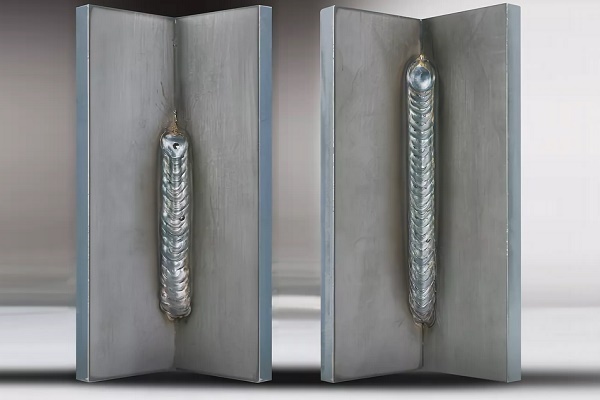{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}