HDPE vamzdžių montavimas „pasidaryk pats“: suvirinimo instrukcijos + kaip tokius vamzdžius sulenkti ar ištiesinti

Žemo slėgio polietilenas pagal populiarumą tarp medžiagų, naudojamų vamzdynams surinkti, užima lyderio pozicijas. Šio poreikio paslaptis lengvai paaiškinama pritaikymo universalumu ir polietileno vamzdžių montavimo paprastumu.
Bet kaip ir bet kuris kitas polimeras, aukštos kokybės HDPE vamzdžių montavimas savo rankomis gali būti atliekamas tik griežtai laikantis technologijos. Mes jums pasakysime, kokius niuansus reikia atsižvelgti derinant elementus. Mes paaiškinsime, kaip juos tinkamai sulenkti ir ištiesinti.
Straipsnio turinys:
Veiksmingi HDPE vamzdžių sujungimo metodai
Technologiškai sujungti HDPE vamzdžiai gali būti du pagrindiniai būdai - vienetiniai ir nuimami.
Pirmasis apima įsitraukimą suvirinimo aparatas, antrasis įgyvendinamas jo nenaudojant.

Suvirintos vientisos jungtys leidžia maksimaliai sandarinti, o tai ypač svarbu atliekant klojimus greitkeliuose esant slėgiui. Nuimamas jungtis lengva sumontuoti ir jas galima bet kada išardyti, kad būtų galima sukonfigūruoti liniją arba papildyti ją naujais lenkimais.
Vienetiniai sujungimo būdai
HDPE vamzdžiams sujungti naudojami du vienetiniai sujungimo būdai: suvirinant užpakalį ir įrengiant elektrinę suvirinimo jungtį.
Bet kokiu atveju, įgyvendinant šiuos metodus, junginiams keliami šie reikalavimai:
- Didžiausias suvirintų segmentų poslinkio kampas neturi būti didesnis kaip 10%, palyginti su sujungtų vamzdžių sienos storiu.
- Virš gretimų segmentų paviršiaus išorinio lygio turėtų būti padaryta jungtinė siūlė.
- Gerai padarytos siūlės ritinio aukštis turėtų skirtis nuo 2,5 iki 5 mm.
Optimali ritinio aukščio vertė priklauso nuo išlydyto produkto sienelių storio. Ant plonasienių vamzdžių (iki 5 mm) jis turėtų būti ne didesnis kaip 2,5 mm. Jei vamzdžių sienelių storis svyruoja tarp 6-20 mm, tada ritinio aukštis turėtų būti ne didesnis kaip 5 mm.
Suvirinimas užpakaliu
Neatskiriamas junginys sukuriamas suminkštinant medžiagą iki klampios medžiagos būklės, kad susidarytų difuzinis jos dalių derinys. Jis naudojamas vamzdžiams, kurių sienelių storis didesnis kaip 5 mm.

Prijungimo būdas naudojant suvirinimą naudojamas tiesioginiuose vandens tiekimo sistemos skyriuose, kurie, kaip manoma, turi veikti esant slėgiui. Tik tai leidžia jums užmegzti sandarų ryšį, kurio skersmuo didesnis nei 200 mm, nes tai nereikalauja vamzdžio standumo praradimo, dėl kurio deformuojasi.
Patvarus HDPE vamzdžių suvirinimas savo rankomis atliekamas naudojant specialų įrankį. Metodo esmė yra įkaitintų dokuotų elementų galų šildymas antgaliu iki klampios būklės. Suminkštinti galai tiesiog sujungiami vienas su kitu spaudžiant, po to jungties sekcijai tiesiog leidžiama atvėsti.

Atliekant suvirinimą, svarbu atlaikyti kaitinimo elementų temperatūros sąlygas.
Kaitinimo elementų veikimo laiko ir temperatūros parametrai nustatomi atsižvelgiant į tris veiksnius:
- Dujotiekio sienų storis.
- Posūkių skersmuo.
- Techniniai litavimo įtaiso parametrai.
Suvirinimo vamzdžiai yra patikimiausias ir patvariausias pasirinkimas. Su juo galite sukurti integruotą tvirtinimą, kuris gali atlaikyti tiek slėgio, tiek slėgio slėgį vandens tiekimo sistemos.

Suvirinimas atliekamas tokia seka:
- Ryšiai supjaustomi iki iš anksto nustatyto dydžio. Apipjaustykite galų plokštumos lygiagretumą. Galai valomi švitriniu popieriumi.
- Galai nulakuoti 2–3 mm pločio. Suvirinimo vieta kruopščiai išvaloma ir apdorojama nuriebalinimo mišiniu.
- Lydmetalis nustatomas iki 260 ° šildymo žymės. Kol sušyla, suvirinimo antgaliai yra suveržiami ir palaukite, kol jų įkaitimo laipsnis pasieks iš anksto nustatytą temperatūrą.
- Naudojant centravimo mechanizmą, armatūra ir vamzdžio galas yra gilinami į purkštuko ertmę. Jei lituoklyje nėra centravimo mechanizmo, išlygiavimą reikės patikrinti „akimis“, kad jungtis būtų kuo tikslesnė.
- Centruoti elementai atitraukiami iki nurodyto lygio, sujungiami esant slėgiui ir atlaiko laiką, nurodytą atnaujinimo instrukcijose.
- Baigę darbą, prietaisas stumiamas į šoną ir atjungiamas nuo tinklo. Virinimo sritis be poslinkio ir sukimosi fiksuojama iš anksto nustatytoje padėtyje, kol paviršius visiškai atvės.
Virinant svarbu nepersistengti. Tai gali sukelti polietileno antplūdį ant vidinio gaminio skersmens.

Norint tinkamai pritvirtinti, montavimo gylis turėtų būti apie 2 mm.Nepaisant nurodyto gylio, gautas suvirinimas bus vienodo pavidalo ir tokio pat įpjovos aukščio.
Šis nuotraukų pasirinkimas supažindins jus su HDPE vamzdžių užpakalinio suvirinimo etapais:
Suvirinant elektrofuzija
Įgyvendinant šį neatsiejamo sujungimo būdą, naudojamas elektrofuzinis suvirinimas arba elektrinis suvirinimo armatūra.

Šis metodas efektyvus, kai jūs turite dirbti ankštose vietose. Pvz., Atliekant remonto darbus šuliniuose arba kai reikia padaryti įdėklus į anksčiau sujungtus vamzdžius.
Šalies norminiuose dokumentuose nėra vieningų lizdų suvirinimo standartų. Ši technologija dažniau naudojama Europos šalyse ir yra reglamentuojama DVS-220715 standartų.
HDPE vamzdžių sujungimo su movomis technologija apima keletą pagrindinių žingsnių:
- Bendravimo vietos paruošimas. Išorinis išleidimo angos paviršius valomas nuo riebalų ir dulkių. Šiuo tikslu naudojami muilo ir alkoholio tirpalai, kurie pateikiami plačiame asortimente statybų parduotuvėse.
- Apdorojimo jungtys. Tvirtinimo tankis tiesiogiai priklauso nuo to, kaip sklandžiai pjaustoma. Norint gauti visiškai lygų paviršių, vamzdžio galinis paviršius įtrinamas smulkiagrūdžio švitrinio popieriaus gabalėliu.
- Pjaustymas. Čiaupo jungtis supjaustoma 45 ° kampu. Kūgis leis užtikrinti maksimalų sandarumą ir tvirtinimą.
- Sukabinimo įtaiso surinkimas. Sankaba prijungta prie maitinimo šaltinio. Kai jis pašildomas iki iš anksto nustatytos temperatūros, viena įvorės pusė (šerdis) uždedama ant vamzdžio, o antrasis galas (įvorė) prijungiamas prie antrojo vamzdžio išleidimo angos.
Pagrindinė elektrofuzinio suvirinimo sąlyga yra užtikrinti, kad komponentai nejudėtų kaitinant ir sukietėjant.Gilinant šaką pasislenka į įkaitintos jungties ertmę, svarbu darbus atlikti greitai, tačiau kiek įmanoma atsargiai, kad neperkaitintumėte polietileno.

Pagilindami segmentus į jungties ertmę, pasiruoškite, kad iš po jo pamažu atsirastų skystas plastikas. Baigę darbą, belieka tik nuimti movą ir nutiesti prijungtą vamzdyną ant kieto paviršiaus, kad jis būtų pritvirtintas norimoje vietoje.
Kai lydalas sukietėja sankryžoje, bus matomas gnybtas, kuris tvirtai priglunda prie vamzdžio.
Bet renkantis šį metodą, verta atsižvelgti į tai, kad plastikiniai vamzdžiai nesiskiria dideliu tvirtumu. Ir todėl, esant stipriam vidiniam slėgiui, sukurta siūlė gali tiesiog nukrypti. Sukabinimo jungtis nėra geriausias sprendimas organizuoti šildymo ryšius ir kurti praustuvo šakas.
Įvertinti stipriąsias ir silpnąsias puses HDPE vamzdžių suvirinimo metodai Straipsnis skirtas turiniui, kurį patariame perskaityti.
Nuimami jungimo būdai
Jei apsvarstysime nuimamų jungčių galimybes, jos bus įgyvendintos naudojant flanšus ir suspaudžiamąsias jungtis. Griežtai laikantis įrengimo, jie pasirodo tokie pat patikimi kaip tie, kurie sukurti naudojant suvirinimo aparatą.
Bet koks neatsiejamų jungčių tipas apima elastinę dalį. Suspaudžiant suspaudimo įrankiu, jis užpildo visas tuštumas jungties srityje ir taip pašalina nuotėkius.
Naudojant jungiamąsias detales iš HDPE
Norint įgyvendinti šį metodą, naudojamos kompresinės jungiamosios detalės, kurios yra velenai, papildomi išoriniais sriegiais iš abiejų pusių.
Jie sugeba sujungti vamzdžius, užtikrindami tvirtą sujungimą ir pasižymintys aukšta sandarinimo savybėmis. Tokiu atveju sulankstomą jungtį nebus sunku pašalinti bet kuriuo metu, kad pakeistumėte magistralės konfigūraciją ar atliktumėte skubų remontą.

Priemonių seka, norint gauti tinkamą jungtį:
- Ant paruoštų abiejų vamzdžių galų uždėkite tarpiklio žiedą, pagamintą iš poliuretano arba gumos. Išorinis žiedo skersmuo turėtų būti lygus sujungtų vamzdžių vidiniam dydžiui.
- Galai aprūpinti įtempimo veržle ir dviem suspaudimo poveržlėmis. Pirmasis poveržlė yra skirtas išspausti tarpiklio žiedą, antrasis yra skirtas veržlei priveržti vamzdžio galo atžvilgiu.
- Jungtis sujungiama pagal principą "vamzdis - vamzdis". Norėdami padidinti patikimumą, jis iš abiejų pusių prispaudžiamas prie atramos su tempimo veržle.
Sumontuotoms dalims surinkti naudojamas specialus raktas. Užveržimo veržlės atsukamos ant jungiamųjų detalių.

Pagrindinis šio jungimo būdo pranašumas yra tas, kad jį patogu atlikti net ir smarkiai sumažėjus aplinkos temperatūrai. Nors suvirintų siūlių kraštas yra ne mažesnis kaip + 5 ° С.
Platus įvairių diametrų jungiamųjų elementų asortimentas leidžia surinkti bet kokius laidus, padarydamas reikiamas šakas vamzdyne.
Montuodami flanšą
Jungties tipas pasirenkamas, jei reikia prijungti dujotiekio PND prie plieninių vamzdžių. Flanšų pagalba vožtuvus, reguliatorius ir vartų vožtuvus patogu sujungti su greitkeliais.

Montuojant ant polietileno vamzdžių naudojami flanšai, kurie atitinka GOST 12882.80. Jie turi išplėstą vidinį skersmenį.
Flanšo montavimas atliekamas tokia seka:
- Viename komunikacijos sriegio gale yra atliekamas.
- Elementas įsukamas į sriegį.
- Ant elemento uždedamas prijungto vamzdžio išėjimas.
- Jungtis šildoma mova arba plaukų džiovintuvu.
Prieš uždėdami ant flanšo, būtina apžiūrėti, ar jame nėra aštrių išsikišimų ir briaunų, kurie gali pažeisti polietileno vamzdžio galą.
Kaip sulenkti ar ištiesinti gaminį?
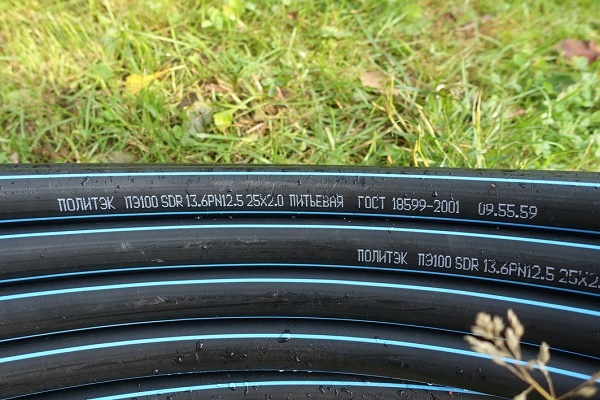
Polietileno vamzdžius galima parduoti tiesiomis 12 metrų atkarpomis arba kietų gaminių pavidalu, suvyniotų aplink dideles įlankas. Susukti produktai yra žiedų pavidalo ir deformuojasi. Prieš ištiesindami ar sulenkdami deformuotą HDPE vamzdį, jį reikia pašildyti.

Žemo slėgio polietilenas garsėja geru elastingumu. Tačiau ji praranda šią savybę esant aukštesnei nei + 80 ° C šildymo temperatūrai. Šis momentas naudojamas, jei reikia, norint pakeisti gaminio konfigūraciją.
Tačiau verta atsiminti, kad išsiplėtimo ar lenkimo metu temperatūra gali būti pakelta tik trumpą laiką. Galų gale, polietileno vamzdis priklauso statybinių medžiagų kategorijai, kuri, pažeidus temperatūrą, gali būti pažeista.
Vamzdžių prailginimo būdų apžvalga
Ištiesinkite vamzdį, pašalindami raukšles, susidariusias jo laikymo ir transportavimo metu. Paprasčiausias būdas yra po to, kai gaminys lengvai pašildomas. Jei dujotiekio keitimas ar remontas atliekamas vasarą, kai saulės spinduliai yra kuo karštesni, galite juos naudoti užduočiai pasiekti.

UV spinduliai nepablogins polietileno eksploatacinių savybių, tačiau tuo pat metu jie gali sušvelninti gaminio sienas. Jums tiesiog reikia pritvirtinti sušvelnintą vamzdį išilgai standžios atramos ar sienos arba pakloti jį iš anksto iškastoje tranšėjoje. Prieš ištiesindami išlenktą HDPE vamzdį ant žemės, turite atlaisvinti plotą.
Jei darbus turite atlikti žiemą, gaminiui pašildyti naudokite karštą vandenį. Bet šis metodas yra efektyvus vamzdžiams, kurių dydis neviršija 50 mm. Kaip tiesinimo priemonė galite naudoti metalines turėklus ir plytas. Bet kokiu atveju: kuo trumpesnis gaminio ilgis, tuo lengviau su juo dirbti.
Veiksmingi ruošinio lenkimo metodai
Jei susidaro priešinga situacija, kai reikia sulenkti HDPE vamzdį, naudojamas tas pats terminis apdorojimas.
Norėdami sušilti, naudojami šie metodai:
- pūsti karštą statybinį oro pūtiklį;
- pašildykite gaminio sienas dujiniu degikliu;
- apipilkite paviršių verdančiu vandeniu.
Norint supaprastinti lenkimo procedūrą, geriau pastatyti liejimo rėmą. Rėmas, kurio dydis atitinka sulenkto vamzdžio skersmenį, gali būti pagamintas iš įprastų medienos plaušų plokštės lakštų. Kad rėmo paviršius būtų lygus, šlifuokite jį švitriniu popieriumi.
Norėdami sulenkti PND vamzdį plaukų džiovintuvu, darbas atliekamas tokia seka:
- Apdorota vieta šildoma statybiniu plaukų džiovintuvu.
- Suminkštinta ruošinys yra palaidotas liejimo rėme.
- Švelniai sulenkite vamzdį, nenaudodami per didelės jėgos, kad produktas nesulaužtų lenkimo metu.
Sukūrę reikiamą lenkimo kampą, būtina palikti gaminį visiškai atvėsti ir tik tada jį pašalinti iš rėmo.

Svarbus dalykas: šildant vamzdį, jūs turite laikytis „aukso vidurio“. Jei lenkimo metu paviršius nepakankamai pašildomas, vamzdis gali sulūžti. Jei kaitinimo metu kaitinimo elementas yra per arti gaminio, polimeras gali užsidegti.
Išvados ir naudingas vaizdo įrašas šia tema
Susipažinkite su HDPE vamzdžių suvirinimo ir apdirbimo niuansais šiuose vaizdo įrašuose.
1 vaizdo įrašas. Kaip atliekamas užpakalinis suvirinimas:
2 vaizdo įrašas. Elektrofuzinio suvirinimo kūrimo pavyzdys:
3 vaizdo įrašas. Vamzdžių tiesinimo galimybė:
Renkantis polietileno vamzdžių sujungimo ir išlyginimo būdą, reikia atsižvelgti į darbinės terpės slėgio lygį. Tai sumažins neigiamą manipuliavimo dujotiekiu poveikį jo techninėms savybėms.
Ar žinote polietileno vamzdžių sujungimo technologinius niuansus, kurie nėra aprašyti straipsnyje? Jei asmeninė patirtis statant HDPE vamzdynus, kuo norėtumėte pasidalinti su svetainės lankytojais ir su mumis? Prašau parašyti komentarus žemiau esančiame bloke, paskelbti nuotrauką, užduoti klausimus apie straipsnio temą.
 Polipropileno vamzdžių pasidaryk pats (pasidaryk pats): darbo su PP vamzdynais technologija
Polipropileno vamzdžių pasidaryk pats (pasidaryk pats): darbo su PP vamzdynais technologija  Kaip padaryti kėdę iš polipropileno vamzdžių savo rankomis: gamybos žingsnis po žingsnio
Kaip padaryti kėdę iš polipropileno vamzdžių savo rankomis: gamybos žingsnis po žingsnio  Kaip sulenkti profilio vamzdį savo rankomis be specialių įrankių
Kaip sulenkti profilio vamzdį savo rankomis be specialių įrankių  Vario vamzdžių montavimas „pasidaryk pats“: varinių vamzdžių montavimo technologija
Vario vamzdžių montavimas „pasidaryk pats“: varinių vamzdžių montavimo technologija  Plastikinių vamzdžių montavimas „pasidaryk pats“: sujungimo technologija ir laidų pavyzdžiai
Plastikinių vamzdžių montavimas „pasidaryk pats“: sujungimo technologija ir laidų pavyzdžiai  „Pasidaryk pats“ amatai iš propileno vamzdžių: pasidaryk pats namuose galimybes
„Pasidaryk pats“ amatai iš propileno vamzdžių: pasidaryk pats namuose galimybes  Kiek kainuoja prijungti dujas prie privataus namo: dujų tiekimo organizavimo kaina
Kiek kainuoja prijungti dujas prie privataus namo: dujų tiekimo organizavimo kaina  Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai
Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai  Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai
Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai  Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai
Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai 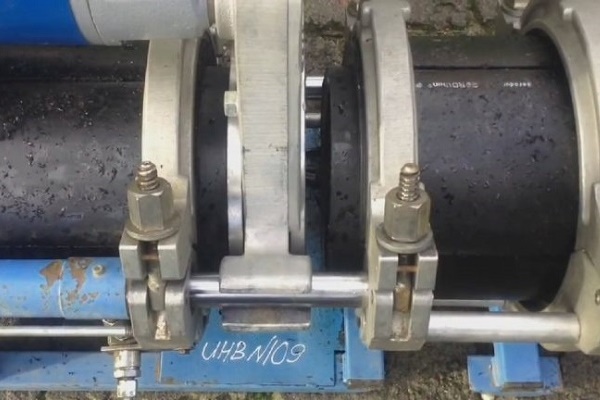{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}