Polipropileno vamzdžių litavimo temperatūra: pagrindiniai savaiminio suvirinimo etapai + verčių lentelė

Vienas iš privačių namų ir butų statybos etapų yra komunikacijų, atsakingų už vandens tiekimą ar kanalizacijos nutekėjimą, įrengimas. Polipropileno vamzdžių surinkimas yra daug lengvesnis nei metalinių konstrukcijų montavimas. Jų sujungimui naudojamos jungiamosios detalės, kurios suvirinamos naudojant specializuotą įrangą - lygintuvą.
Mūsų siūlomame straipsnyje aprašome jungčių sudarymo technologiją ir nurodome standartinę polipropileno vamzdžių litavimo temperatūrą. Mes kalbėsime apie parengiamąsias priemones, būtinas tvirtų ir sandarių jungčių gamybai. Remdamiesi mūsų patarimais, galite surinkti vamzdyną be jokių problemų.
Straipsnio turinys:
Litavimas kaip būdas sujungti PPR vamzdžius
Suvirinimo procese svarbu viskas: skersmuo, PP gaminių litavimo temperatūra, suvirinimo mašinos veikimo laikas. Bet pirmiausia turite susipažinti su technologijos pagrindais ir išmokti naudotis įrankiais.
Neįmanoma pradėti litavimo proceso, nenustačius medžiagos rūšies ir dydžio. Siūlome susipažinti su naudinga informacija, kuri padės pasirinkti tinkamą. polipropileno vamzdžiai ir jungiamosios detalės, taip pat atlikite jų įrengimą, žinodami proceso niuansus ir seką.
Ką reikia žinoti apie polipropileno vamzdžius?
Suvirinimo technologija (arba litavimas - abu terminai yra vienodai taikomi) suteikia polipropileno - techninio polimero, skirto universaliam naudojimui, savybes. Jis yra lydomas, tačiau atvėsęs ir sukietėjęs grąžina stiprumo ir sandarumo savybes.
Vamzdžiai skiriasi diametru, sienelių storiu, spalva, savybėmis. Dėl diametrų diapazono –16–110 mm galima įgyvendinti bet kokį techninį sprendimą.

Negalite atkreipti dėmesio į polimero spalvą, nes jį pasirenka gamintojas savo nuožiūra, tačiau svarbi yra juostelių spalva:
- mėlyna - šalto vandens tiekimui;
- raudonos - karšto vandens tiekimui ir šildymui.
Tačiau pagrindinė informacija, kuria turėtų būti remiamasi perkant ir litaujant vamzdžius, yra nurodyta ant ženklinimo. Polipropileno vamzdžių medžiaga nurodoma raidžių deriniais Ppr, PP-H, PP-B, Pprc.

Klasifikavimas pagal vardinį slėgį, kuris yra didžiausias leidžiamas montuoti konkrečiomis sąlygomis, padeda pasirinkti gaminius namų ar pramonės sistemoms.
Remiantis tuo, išskiriami 4 PPR vamzdžių tipai:
- PN-10 (kurio vardinė vertė 1,0 MPa) - skirtas šalto vandens transportavimui. Kartais jie naudojami grindų šildymui, su sąlyga, kad aušinimo skystis nešildomas aukščiau +45 ° C.
- PN-16 (kurių nominali vertė 1,6 MPa) - naudojama karšto / šalto vandens tiekimo sistemoms surinkti. Maksimali leistina temperatūra yra +60 ° C.
- PN-20 (kurių vardinė vertė yra 2,0 MPa) - jie atlaiko iki + 80–90 ° C temperatūrą vamzdynuose, apsaugotuose nuo vandens plaktuko.
- PN-25 (kurių vardinė vertė 2,5 MPa) - tinka ne tik autonominiam, bet ir centralizuotam vandens tiekimui. Rekomenduojama maksimali temperatūra yra +95 ° C, tačiau gali atlaikyti dar aukštesnę temperatūrą.
Geriau permokėti ir įsigyti patikimus, šiek tiek didesnės vertės vamzdžius, nei taupyti ir imti medžiagą, kurią riboja temperatūros parametrai.
Gaminant vamzdžius galioja principas: kuo aukštesnė aušinimo skysčio temperatūra ir slėgis sistemoje, tuo storesnė siena.

Tai yra būtiniausios žinios, būtinos tinkamai naudojant PPR vamzdžius. Pereiname prie trumpo proceso aprašymo.
Litavimo proceso technologinis aprašymas
Yra du tipai litavimo polipropilenas - užpakalis ir rankovė. Pirmasis praktiškai nenaudojamas namų ryšių įrenginiams, nes skiriasi sudėtinga technologija ir yra naudojamas tik didelio diametro magistralinių vamzdžių sujungimui.

Suvirinimo principas yra tai, kad du vamzdžių gabalai, maždaug tokio paties skersmens ir sienelės, yra kaitinami specialiu įrankiu ir sujungiami varpelio formos metodu.
Pagrindinė savybė: šalto pavidalo movos skersmuo turėtų būti šiek tiek mažesnis.

Kaitinant susidaro polimero suliejimo zona. Svarbu, kad ji apimtų tik greta esančius darbuotojus.
Svarbu greitai pašalinti dalis iš įrankio ir sujungti jas kartu, dėl to susilieja du segmentai į vieną, po kurio vyksta polimerizacija. Ryšio patikimumas priklauso nuo šildymo procesui skirto laiko ir teisingai parinktos temperatūros.
Standartinė temperatūra
Tiek perkaitimas, tiek nepakankamas kaitinimas neigiamai veikia suvirinimo rezultatą. Pirmuoju atveju įvyksta elementų deformacija, ritinio antplūdis, vidinio skersmens sumažėjimas. Vėliau netolygių siūlių vietose galimas mastelio formavimas ir kaiščiai.
Antruoju atveju jungtis bus silpna, o dėl nepakankamo sandarumo liks nuotėkio rizika.

Dėl dujotiekio proveržio pavojaus turi būti laikomasi suvirinimo technikos ir tokių parametrų kaip:
- suvirintų gaminių skersmuo;
- šildymo ir vėsinimo laikas;
- įrangos temperatūra;
- aplinkos temperatūra.
Manoma, kad procesas suvirinant PP vamzdžius nepraktiška tai atlikti esant žemesnei kaip -10 ° C temperatūrai, viršutinė riba yra +90 ° C. Palankiausia yra aplinkos temperatūra nuo 0 ° C iki +25 ° C. Kad būtų lengviau įsiminti, reikiamos temperatūros ir laiko vertės buvo suvestos į vieną lentelę.

Jei oro temperatūra kambaryje ar gatvėje yra žemesnė nei +5 ° C, šildymo laikas padidėja maždaug 50%, tai yra dvigubai. Šildymo temperatūros vertė visur vienoda - +260 ° С. Galiojantis diapazonas yra + 255–280 ° C.
Įdomu tai, kad parametro pasirinkimas nepriklauso nuo vamzdžio skersmens - tiek 16, tiek 50 mm naudojamos tos pačios vertės. Keičiasi tik laikotarpiai. Dėl šios priežasties polipropileno jungiamųjų detalių ir vamzdžių suvirinimo temperatūra paprastai nėra nurodoma technologijų lentelėse.
Išsamios montavimo instrukcijos
Litavimo procesas yra greitas. Tai galima pastebėti išanalizavus lentelės duomenis. Pavyzdžiui, norint sujungti du elementus, kurių skersmuo yra 20 mm, kambario temperatūroje reikės 5 sekundes įkaisti, dar 4 sekundes prijungti, tada 180 sekundžių atvėsti. Iš viso - 3 minutės 9 sekundės.
Šiuo atžvilgiu svarbu atlikti visus judesius, kad, sujungiant jau įkaitintus elementus, nebūtų jokių kliūčių. Apsvarstykite kiekvieno etapo niuansus polipropileno vamzdžių montavimas atskirai.
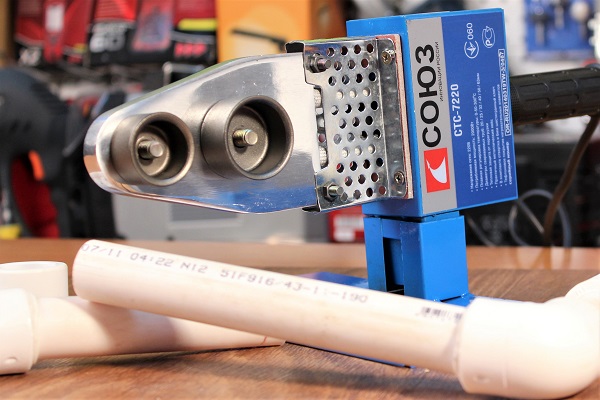
1 etapas - specialių įrankių paruošimas
Litavimui namuose jums reikės įrangos, suprojektuotos tik polipropileno dalims suvirinti - vamzdžių, kampų, movų, trišakių, kištukų.
Tikslinga įsigyti naują įrankį, jei vandens tiekimo sistemą planuojama surinkti nuo nulio, atliekant tolesnę techninę priežiūrą. Vienkartiniam darbui įrangą galima išsinuomoti. geležis PP vamzdžių suvirinimui arba pasiimk kurį laiką iš draugų. Be specialių įrankių, reikės ir lygio, žymeklio, liniuotės ar matuoklio.
2 etapas - žymėjimas ir vamzdžių pjovimas
Vamzdžių pjovimas atliekamas anksčiau, prieš pirmąjį litavimą. Mes rekomenduojame paruošti visus elementus ir sukrauti juos pagal kontūrą. Tai yra šildymo sistemos ar vandens tiekimo įrengimo projekto dalis.

Mes išmatuojame norimo ilgio vamzdžių segmentus, atsargiai juos supjaustome vamzdžių pjaustytuvas. Tada pasirenkame tinkamo skersmens jungiamąsias detales - dažniausiai tai yra movos, trišakiai ir alkūnės.Jei elementai yra sustiprinti, nuimkite aliuminio sluoksnį.
Dėl to suvirintinų dalių kraštai turėtų būti idealiai lygūs, nupjauti statmenai vamzdyno ašiai, išvalyti ir nuriebalinti.
3 etapas - jungiamieji elementai ir šildymas
Įrengiame įrenginį, pasirenkame norimo skersmens jungtis ir įtvarus. Mes prijungiame jį prie tinklo ir šildome, nes mes jau žinome, kokioje optimalioje temperatūroje polipropileno vamzdžiai turėtų būti lituojami - +260 ° С. Būtent ji yra nurodyta lituoklių naudojimo instrukcijose.
Atminkite, kad kai kurie gamintojai gamina įrenginius, kurių skalė yra iki +320 ° C. Tai nereiškia, kad reikia maksimaliai gaminti šilumą. Atidžiai perskaitykite instrukcijas - ten nurodytos sąlygos, kurioms esant leistina aukšta šildymo vertė.
Dalių, kurias reikia sujungti, galuose padarykite žymes, nurodančias šildymo gylį. Dar kartą patikriname, ar darbiniai paviršiai yra sausi ir nuriebalinti, nes drėgmė ar slidus paviršius gali sukelti jungties nutekėjimą.

Nuo to laiko, kai dalys yra sumontuotos, pradedame skaičiuoti sekundes - pagal lentelėje nurodytas vertes. Pasibaigus nustatytam laikui, mes pašaliname dalis, greitai įkiškite vamzdį į jungiamąją detalę - iki to paties ženklo. Stengiamės išdėstyti dalis bendraašiai, padėčiai pataisyti skiriama tik pora sekundžių. Elementų iškraipymai ir alkūnės neturi būti draudžiami!
Laikykite mazgą teisingoje vietoje, kol įvyks polimerizacija. Paprastai tai yra 3 minutės ar daugiau - mes patikriname aušinimo laiką pagal lentelę. Aušinamos ir tinkamai virtos dalys yra neatsiejamos, sandarios ir patvarios.
Savo ruožtu suvirinkite raktų mazgus, tada surinkite ir suvirinkite juos jau vietoje šildymo kontūro įrengimas, kanalizacijos ar vandens paskirstymas.
Išvados ir naudingas vaizdo įrašas šia tema
1 vaizdo įrašas. PPR vamzdžių litavimo technologija:
2 vaizdo įrašas. Dažniausių klaidų analizė:
Internetinėje erdvėje yra daugybė dirbtuvių apie litavimo vamzdžius, pagamintus iš polipropileno. Kai kuriuos iš jų šaudė nekvalifikuoti mėgėjai, todėl patarimai apie suvirinimo būdus ir temperatūros parinkimą gali pasirodyti melagingi.
Geriau nei kiti, suvirinimo mašinos galimybės yra žinomos gamintojui, todėl prieš pradėdami lituoti, būtinai perskaitykite instrukcijas - tai apsaugos jus nuo techninės santuokos ir neprofesionalių patarimų..
Papasakokite apie savo patirtį montuojant polipropileno vamzdžius ir litavimo metu. Dalykitės technologinėmis subtilybėmis, kurios gali būti naudingos svetainės lankytojams. Prašome palikti komentarus žemiau esančiame bloke, užduoti klausimus, publikuoti nuotraukas straipsnio tema.
 Vario vamzdžių litavimo dujinis degiklis: pagrindinės degiklių rūšys ir patarimai potencialiems pirkėjams
Vario vamzdžių litavimo dujinis degiklis: pagrindinės degiklių rūšys ir patarimai potencialiems pirkėjams  Polietileno vamzdžių suvirinimo aparatas: ką geriau pirkti ir kaip teisingai naudoti
Polietileno vamzdžių suvirinimo aparatas: ką geriau pirkti ir kaip teisingai naudoti 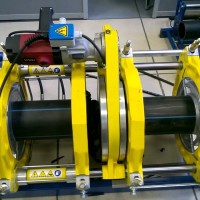 Kaip atliekamas polietileno vamzdžių užvirinimas užpakaliu: instruktažas apie darbą
Kaip atliekamas polietileno vamzdžių užvirinimas užpakaliu: instruktažas apie darbą  Elektrinis suvirinimas pradedantiesiems: suvirinimo niuansai ir pagrindinių klaidų analizė
Elektrinis suvirinimas pradedantiesiems: suvirinimo niuansai ir pagrindinių klaidų analizė  Kaip virti vertikalias ir horizontalias siūles elektriniu suvirinimu: žingsnis po žingsnio instrukcijas
Kaip virti vertikalias ir horizontalias siūles elektriniu suvirinimu: žingsnis po žingsnio instrukcijas  Kiek kainuoja prijungti dujas prie privataus namo: kaina
Kiek kainuoja prijungti dujas prie privataus namo: kaina  Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai
Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai  Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai
Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai  Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai
Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai {kind=link}
{kind=link}
{kind=link}
{kind=link}