Kaip virti vertikalias ir horizontalias siūles elektriniu suvirinimu: žingsnis po žingsnio instrukcijas

Elektrinis suvirinimas yra metalų struktūros sujungimo šildant ir lydant elektros lanku technologija. Jis tapo plačiai paplitęs įvairiuose ekonomikos sektoriuose, įskaitant privatųjį.
Tiesą sakant, šis metodas gali būti naudojamas suvirinant bet kuriuos metalus, atsižvelgiant į elektros lanko temperatūrą (7000–8000 laipsnių). Bet prieš kreipdamiesi į šią technologiją, turėsite išmokti, kaip virinti vertikalią siūlę elektriniu suvirinimu, ir apsvarstyti horizontalios siūlės gavimo techniką.
Straipsnio turinys:
Suvirinimas: bendrosios apibrėžtys
Metalų suvirinimo technologija yra glaudžiai susijusi su suvirinimo sąvoka. Tai susidaro kietėjant metalui, išlydytam suvirinant elektriniu lanku.
Priklausomai nuo suvirinimo vietos, siūlę galima išdėstyti horizontaliai arba vertikaliai. Be to, siūlės erdvinė vieta gali būti apatinė, šoninė, viršutinė.

Paprasčiausias ir lengviausias atlikti suvirinimo siūlių klojimas apatinio horizonto plokštumoje. Tokiomis sąlygomis išlydytą metalą galima lengvai valdyti.

Pripažįstama, kad likusios siūlių išdėstymo erdvėje (šoninės ir viršutinės) galimybės yra technologiškai sunkiai įgyvendinamos, reikalaujančios suvirinimo metodų ištyrimo ir atitinkamos patirties įgijimo.
Kaip virti vertikalią siūlę?
Suvirinimo valdymo sudėtingumas vertikalios siūlės sudarymo sąlygomis yra dėl įprasto fizinio reiškinio - gravitacijos. Tai turi įtakos išlydyto metalo masei, kuri, būdama skysto pavidalo, nubėga žemyn.
Profesionalaus suvirintojo veiksmai yra apsaugoti nuo išlydytos masės nutekėjimo iš suvirinimo vietos. Norint pasiekti šį rezultatą, padės stabiliai degantis elektrinis lankas, išlaikomas minimaliu leistinu atstumu nuo elektrodo galo iki suvirinimo baseino.
„Iš apačios į viršų“ technika
Vertikalioji jungtis, kaip taisyklė, suvirinama elektrodo kryptimi nuo apatinio taško iki viršutinio. Toks maršrutas užtikrina stabilesnį valdymą, o elektros lankas užtikrintai sulaiko išlydytą vonią ir neleidžia plisti. Aukščiausios kokybės vertikalią siūlę pavyksta suformuoti iš apačios į viršų.

Žinoma, prieš pradedant suvirinti vertikalią siūlę, būtina paruošti jungties ribas, ją apdoroti pagal techninius reikalavimus. Suvirinimo aparatą reikia sureguliuoti atsižvelgiant į suvirinimo sąlygas (nustatykite srovę, surinkite elektrodą).
Iš pradžių keli taškiniai „tapetai“ daromi išilgai siūlės linijos - suvirinama trumpa siūlė (1–2 cm). Tokių veiksmų tikslas yra pašalinti kaitinimo proceso metu suvirinamų dalių poslinkius dėl šiluminės deformacijos.

Kai jungtis virinama vertikaliai, elektrodo laikymo kampas plokštumos, ant kurios bus klojama siūlė, atžvilgiu turi būti 45–90º.
Suvirintojo instrukcija nustato šiuos veiksmus:
- Elektrodo kontaktas su metalu uždega lanką.
- "Tack" atliekamas per 3-4 taškus palei sankryžos liniją nuo jos vidurio iki kraštų.
- Suvirinimas prasideda sankryžos linijos apačioje.
- Elektrodo smūgis nukreiptas į viršų, suvirinimo baseinas laikomas darbo zonoje.
Elektrodas turėtų būti nukreiptas į priekį nedideliu greičiu.Pagrindinis greičio kriterijus yra optimalaus išlydyto suvirinimo baseino kiekio susidarymas.
Kartu su vertikaliu elektrodo smūgiu leidžiami skersiniai zigzago judesiai su „pusmėnulio“, „silkės kaulo“ ar kitokiu „piešiniu“. Tačiau skersinio smūgio technika atrodo aktuali tik metalams, kurių sienelių storis didesnis kaip 4 mm.
Rekomenduojama suvirinti metalą vertikalia siūle per vieną eigą nesustojant. Pradedantiesiems suvirintojams tai atrodo sudėtinga. Tačiau patirtis greitai įgyjama.
Technika iš viršaus į apačią
Sukaupę patirties, suvirintojai lengvai kloja vertikalią siūlę, judindami elektrodą iš viršaus į apačią. Koks triukas atliekant tokią operaciją?
Tai paprasta: uždegus elektros lanką, elektrodas montuojamas apdirbimo plokštumos atžvilgiu 90º kampu. Kai tik metalas lanko susidarymo vietoje pradeda tirpti, elektrodo kampas keičiamas į 15-20º, šiek tiek nuleidžiant laikiklį.

Elektrodų sujungimas išilgai storų metalų sujungimo linijos taip pat atliekamas skersiniais „pjūklo“ ar „stačiakampio“ formos zigzagais. Kai kurie suvirintojai naudoja „bangos tipo“ lydalo paskirstymo techniką.
Tuo tarpu vertikalios siūlės formavimo būdas iš viršaus į apačią suvirintojui sukelia didelių sunkumų. Tačiau, daugelio ekspertų teigimu, suvirinimas šia forma duoda geriausią rezultatą kokybės rodiklių prasme.
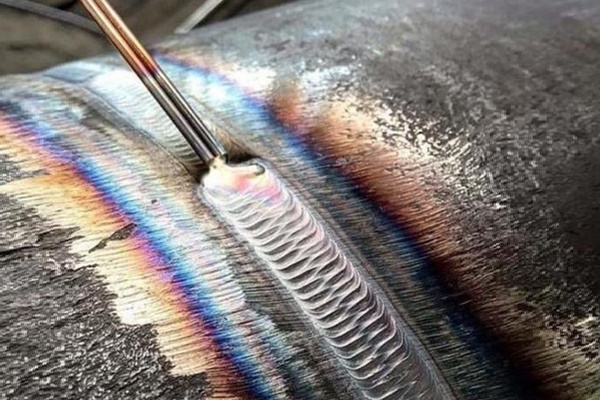
Horizontaliojo suvirinimo technologija
Horizontalios siūlės suvirinimo specifika yra beveik tokia pati kaip ir vertikalios. Techniniai niuansai - vėlgi manipuliuojama elektrodo montavimo kampais.
Judėjimo kryptis suvirinant detales sankryžoje gali būti pasirenkama nuo jo kraštinio kairiojo taško iki kraštutinio dešiniojo taško arba atvirkščiai. Konkretų krypties pasirinkimą nustato suvirintojas, atsižvelgdamas į asmeninio patogumo laipsnį.

Bet kaip virti horizontalią siūlę elektriniu suvirinimu, kad lydinys neištektų iš provėžos dėl veikiamosios gravitacijos?
Čia suvirintojui reikia pasirinkti elektrodo vietą, kurioje elektros lanko degimo jėga būtų lygi metalinių lašelių sunkumui. Jums gali tekti pakoreguoti srovės stiprį ir eksperimentiškai pasirinkti optimalų elektrodo judėjimo greitį.
Paprastai horizontalios siūlės suvirinamos nuolat, kol bus baigtos. Tačiau jei lydinio (suvirinimo baseino) valdyti neįmanoma, galite pabandyti pakeisti techniką - eikite keliaudami periodiškai išmesdami lanką.
Visos šios subtilybės kaupiamos sukaupus patirtį suvirinant. Todėl nenusiminkite, jei nuo pirmųjų bandymų nieko nepavyks.

Norimo pločio ir įsiskverbimo gylio horizontalios siūlės formavimas, kaip taisyklė, pasiekiamas dėl kruopštaus šoninio elektrodo deginimo galo judėjimo nuo vienos sujungtos dalies krašto iki kitos krašto.
Suvirinant metalus, kurių storis ne didesnis kaip 4 mm, naudojamos skirtingos skersinio elektrodo smūgio „modelio“ versijos. Šiuo klausimu nėra konkrečių rekomendacijų. Svarbiausia yra gauti reikiamą siūlės plotį ir įsiskverbimo gylį.
Lankas: optimalus ilgio valdymas
Tarpas tarp karšto elektrodo galo ir metalinės plokštumos, pakankamas elektros išlydžio susidarymui, vadinamas lanko ilgiu. Vienas pagrindinių suvirintojo instrukcijų pagrindų yra kontroliuoti optimalų lanko ilgį.
Teoriškai suvirinimo režimu galite gauti tris lanko tarpus:
- trumpas (1 - 1,5 mm);
- ilgas (3,5 - 6 mm);
- normalus (2 - 3 mm).
Trumpojo lanko deginimo režimui būdingas nepakankamas metalo kaitinimas pločiu. Siūlės kraštuose tokiais atvejais yra vadinamasis „įdubimas“ - nedidelė įduba. Tokio defekto buvimas rodo žemos kokybės suvirinimo siūlę.

Suvirinimo su ilgu lanku būdas, kaip taisyklė, lydimas periodinio jo išnykimo. Čia pastebimas nedidelis metalo įkaitimas gylyje. Nereikia kalbėti ir apie gerą siūlių kokybę.
Taigi vienintelis variantas, kuriuo turėtų vadovautis naujokas suvirintojas, yra normalus lanko ilgis, kuris neturėtų būti didesnis kaip Ld = 0,5–1,1 * De (Ld yra lanko ilgis; De yra elektrodo skersmuo).
Elektrodo padėties valdymas
Suvirinimo procesą galima atlikti, kai elektrodas yra nukreiptas į priekį, kampas atgal, stačiu kampu. Naudodamas bet kurį iš šių trijų technologinių metodų, suvirintojas sugeba sudaryti siūles skirtingomis darbo sąlygomis.

Taigi elementų su horizontaliomis ir vertikaliomis siūlėmis sujungimui viršutinėje dalių išdėstymo erdvėje sąlygomis („lubų suvirinimas“) tradiciškai naudojamas „kampo į priekį“ metodas. Ta pati technika buvo sėkmingai naudojama virinant fiksuotas vamzdžių jungtis arba statant naminius dujų balionų krosnys.
Laikydamas elektrodą griežtai stačiu kampu (90º), suvirintojas užtikrina darbų atlikimą sunkiai prieinamose vietose. Galiausiai „kampo atgal“ technika leidžia atlikti aukštos kokybės suvirinimo darbus kampų jungtyse.
Montuodami elektrodą „į priekį“, paprastai dirbkite su plonasieniais metalais. Šioje elektrodo padėtyje gaukite platų seklio siūlę. Ant storasienių metalų, atvirkščiai, jie bando taikyti metodą „atgalinis kampas“, užtikrindami, kad metalas būtų įkaitintas iki pakankamo gylio.
Dabartiniai parametrai ir elektrodo judėjimas
Srovės stiprio vertė ir elektrodo judėjimo greitis yra reikšmingi veiksniai, turintys įtakos siūlės kokybei. Suvirinimas didelėmis srovėmis lydi metalo kaitinimą dideliu gyliu, o tai leidžia padidinti elektrodo judėjimo greitį. Esant optimaliam srovės ir elektrodo greičio santykiui, gaunama tolygi aukštos kokybės siūlė.
Srovės, elektrodo, metalo storio atitikties lentelė
| Srovės stipris, | Elektrodo skersmuo, mm | Metalo storis mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Judinant elektrodą tam tikru greičiu, reikia atsižvelgti į lanko galios dydį. Pernelyg greitas elektrodo tiekimas esant mažai galiai negalės užtikrinti pakankamos kaitinimo temperatūros.
Dėl to nebus galima užvirinti metalo iki norimo gylio. Siūlė tiesiog „guli“ ant paviršiaus, vos „sugriebdama“ kraštus.

Priešingai, esant pernelyg lėtai elektrodo eigai, susidaro perkaitimo atmosfera, kuri kelia grėsmę metalo deformacijai suvirinimo linijoje. Jei metaliniai elementai turi dailią struktūrą, galingas lankas tiesiog perdegs per metalą.
Galite sėkmingai treniruotis pradedančiojo suvirintojo srityje ir patobulinti savo siūlių įgūdžius gaminant krosnį bandymams, kurio pagrindas yra metalinis vamzdis. Mes rekomenduojame susipažinti su naudinga informacija.
Instrukcijos pradedančiajam suvirintojui
Suvirinimo darbai leidžiami tik naudojant tinkamą įrangą.
Standartiniame rinkinyje yra:
- Striukė, kelnės, pirštinės, batai iš atsparių ugniai atsparių stiprių medžiagų.
- Galvos apdangalai, visiškai dengiantys galinę galvos dalį.
- Speciali veido ir akių apsauginė kaukė.
Suvirinimui turėtų būti naudojamas tinkamas aparatas, kurio elektrinė dalis uždaryta patikimu korpusu. Prie prietaiso esantys elektros kabeliai turi būti visiškai izoliuoti ir atitikti prietaiso elektrines charakteristikas.
Suvirintojo vietoje turi būti įrengtas darbo stalas, šviesos šaltiniai, įžeminimo juosta, apsauginė įranga nuo elektros smūgio ir gaisro gesinimo įranga.
Ir prieš pradėdami dirbti, turite atidžiai išstudijuoti elektrinio suvirinimo taisyklės, apsvarstykite ir ištirkite junginių gamybos būdus ir galimybes.
Išvados ir naudingas vaizdo įrašas šia tema
Siūlome žiūrėti vaizdo suvirinimo praktiką: kaip paruošti horizontalias ir vertikalias siūles:
Nebūtina turėti profesionalaus suvirintojo kvalifikacijos, tačiau pageidautina įsisavinti suvirinimo techniką. Dėl turimų suvirinimo įgūdžių žmogus turi daugiau galimybių įgyvendinti įvairius buities projektus.
Jei norite išmokti technologijos, visada galite, o praktinė patirtis padės įsisavinti aukšto lygio gamybos techniką.
Norite pakalbėti apie savo patirtį suvirinant? Ar žinote proceso subtilybių, kurios nenurodytos straipsnyje? Prašau parašyti komentarus žemiau esančiame bloke.
 Elektrinis suvirinimas pradedantiesiems: suvirinimo niuansai ir pagrindinių klaidų analizė
Elektrinis suvirinimas pradedantiesiems: suvirinimo niuansai ir pagrindinių klaidų analizė  Kiek kainuoja prijungti dujas prie privataus namo: kaina
Kiek kainuoja prijungti dujas prie privataus namo: kaina  Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai
Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai  Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai
Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai  Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai
Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai 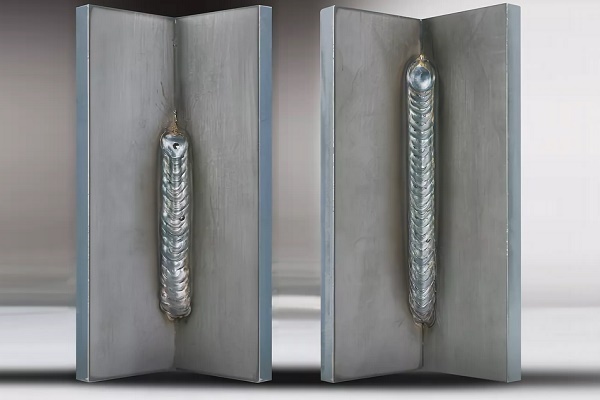{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}