Welding polyethylene pipes: a comparison of methods + installation instructions

To assemble the wiring from polyethylene (PE) pipes, certain skills are needed in their welding and connection with fittings. For this work, equipment used for the installation of polypropylene pipelines is also suitable.
Welding of polyethylene pipes is carried out by special devices and requires certain knowledge, which we will talk about in this article. We will consider in detail the features of preparing equipment for the welding process, we will give recommendations for the implementation of a high-quality weld. We also consider various options for welding pipes made of polyethylene.
The content of the article:
Preparation of equipment for welding
For each type of welding, different equipment is used. It makes no sense to buy it for a one-time assembly of communications by the butt and electric-welded method, because the cost of the kit is several thousand dollars. It is better to use the services of third-party companies or rent equipment.
Used welding equipment
Socket soldering equipment costs between $ 100-200, so the question of purchasing welding machine everyone decides on their own.
The standard set of devices for butt welding of polyethylene pipes includes:
- Centralizer. This is a bed with 4 metal clamps for pipes, two of which are movable, and two are rigidly fixed to the base.
- Trimming. It is a separate disk device for precise mechanical trimming of the ends of welded pipes. The device is attached to the guides of the welding machine.
- Heating mirror. It is a rounded plate coated with Teflon, to which the joints of pipes for melting PE are pressed. Has a built-in thermometer.
- Hydraulic or mechanical drive. A device for regulating the compression force of pipes when they are heated and subsequently connected.
- Reduction liners. This is a set of interchangeable half rings for fixing pipes of various diameters.
- Control block. Included in equipment kits with automation of the welding process.
In fact, a set of equipment is an independent device that performs certain functions at various stages of the welding process. They can be either designed for purely manual welding, or for connecting pipes in a fully automatic mode.
For the installation of electrofusion joints, an appropriate welding machine with an integrated barcode scanner is used. No additional devices are required for this process.

For socket welding, it will be necessary to purchase such a kit:
- electric welding machine;
- pipe shears;
- stand;
- calibrator and chamfer;
- nozzles for heating the connected elements.
In addition to the specified equipment, for the installation of pipes, general business tools may also be needed: an adjustable wrench, a tape measure, a marker and others.
Preparation for the welding process
An important factor in the high-quality welding of pipelines from HDPE is their preliminary preparation. The necessary manipulations to form a good weld will be presented in the form of instructions.
Immediately before heating the soldered parts, you need:
- Ensure that the material and marking of the soldered parts are identical.
- To clear and degrease joints of the connected products.
- Center the pipes and fix them firmly.
- Trim the slices until a continuous tape is formed in two pipe circumferences.
After all, it is necessary to clean the edges of the connected parts from chips.

After carefully preparing the polyethylene pipes and fittings for welding, you can be sure that a high-quality seam is half guaranteed.
Welding methods for PE pipes
Industrial low-pressure polyethylene (HDPE) is a thermoplastic material whose properties do not change during heating-cooling cycles. Therefore, it is perfectly suitable for the installation of domestic and industrial pipelines.
The connection of individual PND pipes and fittings to each other occurs using detachable threaded connections or the following welding methods:
- bell-shaped;
- electrofusion;
- butt.
Pipes with a wall thickness of up to 4.5 mm (diameter up to 50-110 mm) are soldered in the first two ways, and for thicker-walled pipes, a fittingless butt welding method is used.

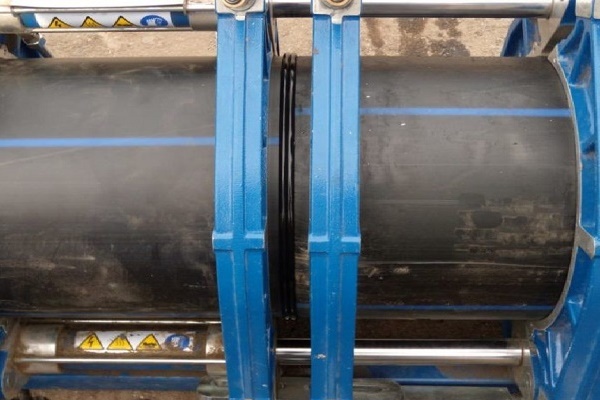
Option # 1 - butt welding mode
During butt welding, it is important to control critical parameters: tool and plastic temperature, clamping force and duration of operations. In the absence of sensors of these values, it is unlikely to be able to stably obtain a high-quality seam.
It is better to consider step-by-step instructions for butt welding of polyethylene pipes with the example of semi-automatic equipment with a hydraulic drive.
Butt welding is performed if the wall thickness of the polyethylene pipe does not exceed 5 mm and its diameter does not exceed 50 cm. The technology includes a number of standard steps:
Step # 1 - heating the joints
After processing the ends of the pipes, the welding mirror is heated to a temperature of 200-230 degrees and placed in the middle of the centralizer. Then, using a hydraulic drive, the edges of the HDPE pipes are pressed tightly against it with a force of 4-6 kg / cm2.
After approaching the size of the burr to the minimum allowable values, the force is reduced to 0.2-0.5 kg / cm2 and the plastic is continued to be heated for the entire standard time. Welding is permissible at temperatures from 15 frost to 45 heat, but in cold conditions, the heating time can be increased.

Step # 2 - pipe connection
After the necessary heating and melting of the PND at the joints, the pipes are hydraulically driven, the mirror is removed and the welded surfaces are pressed against each other again with a force of 1-3 kg / cm2. The size of the burr is visually monitored, and therefore the pressure may vary.

Step # 3 - cooling and inspection
The pipes continue to be pressed against each other until the connection is completely cooled.After removing the force from the hydraulic drive, the pipes are removed from the clamps of the centralizer, and the condition of the weld and burr is evaluated. If their parameters are normal, then the pipe is ready for operation.
Option # 2 - socket welding of HDPE pipes
After preliminary trimming and preparing HDPE pipes and parts, you can start their socket welding. The process will be reviewed as a step-by-step instruction.
Step # 1: preparing a soldering iron
The optimum temperature for welding polyethylene pipes ranges from 210 ° C, so only soldering irons with adjustable heating are suitable. Before connecting to the network, it is necessary to wind special double-sided nozzles (sleeve and mandrel) on the iron and put the soldering iron on the cross-shaped stand.

When the set temperature is reached, a signal (usually green) lamp will light on it.
Step # 2: heating the parts
It is safer to wear gloves when working with hot pipes. To heat the parts, it is necessary to simultaneously pull one connected part onto the mandrel, and then insert the second into a metal sleeve.

To maintain the depth of the connection, you can pre-mark with a marker the corresponding mark on the pipe, and then navigate it when docking the heated products.

Above is a table with approximate time frames for heating, docking and cooling pipes, as well as the depth of insertion into the socket. At minus temperatures, the heating time of the material can be increased by 1-2 seconds.
Step # 4: connecting the parts
After warming up, the product must be simultaneously disconnected from the nozzles and with a strong direct movement enter the pipe into the socket to the marked line. It is impossible to twist the parts relative to each other. 5-10 seconds after joining, any movement can lead to a sharp decrease in the strength of the joint.

After cooling, it is advisable to inspect the formed inner seam for the presence of sagging blocking the lumen of the pipe. If it is narrowed, it is better to re-solder the connection to prevent pressure drop in the system.
Option # 3 - electrofusion welding of polyethylene
Welding polyethylene pipes using an electrofusion coupling is the easiest and fastest way. Plastic fittings have a built-in metal spiral, which independently heats the connected surfaces and melts PE.
With this method, you have to additionally spend money on electric couplings, the cost of which starts with 3-4 dollars per piece. Therefore, such welding is used only in those places where butt and socket methods are not available. The advantage of the electrofusion method is the ability to connect pipes with a thickness of 4.5 mm or less.
The main stages of welding:
- Cleaning and machining the fitting and pipe ends.
- Centering and inserting the pipe into the electrofusion coupling.
- Connecting the fitting to the electrical contacts of a special welding machine, heating the connection.
The last stage is a power outage and a cooling pipe.

There is a barcode on the electrical couplings with encoded parameters for the heating time, current and voltage.It is read by the scanner of the welding machine, which then carries out the soldering process in automatic mode. Products are tightly and securely welded over a large area.
Correct Butt Welds
The correct execution of all welding instructions can be assessed by the final appearance of the polyethylene compound. In the case of the formation of the wrong seam and a high risk of leakage during further operation, it is better to cut the connection around the edges and weld a new one.
In a correctly executed seam, the size of the burr roller should correspond to the standard values.

There are additional requirements for the parameters of the rollers:
- Symmetry and uniformity around the entire circumference of the joint.
- The displacement of the walls of the pipes in the radial plane should not be more than 10% of their thickness.
- The color of the rollers should be identical to the color of the pipe.
- The hollow between the grates should not go deeper than the level of the outer surface of the pipes.
And of course, the presence of cracks and pores is completely eliminated.


The cause of the asymmetry of the rollers around the circumference may be poor preliminary milling or the location of the miter at an angle to the pipe.
Polyethylene Pipe Installation Instructions
To connect polyethylene pipes with water supply elements, the following connections can be used:
- one-piece;
- detachable.
One-piece joints are obtained by soldering pipes to each other or to special welded fittings. This method is cheap, but the resulting designs are often cumbersome. The use of one-piece connections is justified when installing underground stationary water pipes.
To assemble temporary systems from polyethylene pipes, as well as in the absence of welding equipment, threaded compression fittings can be used, the installation of which will be discussed later.
Pipe connection to compression fitting
Compression fittings are more expensive than welded models, but they are collapsible and easy to operate. Recommendations for their installation are discussed in the following step-by-step instructions.
Step One - Exterior Inspection and Trimming
The assembly of the system from a polyethylene pipe and a plastic compression fitting begins with their inspection for cracks and deep scratches. It is better to cut off the defective pipe section immediately.
You can cut a plastic pipe with a knife and a special pipe cutter. The result should be a perfectly perpendicular cut without hooks and waves. To remove uneven edges, you can purchase a manual trimmer.

Step Two - Putting Fittings on the Pipe
First, a clamping nut is put on the hose, then a collet, then a clamping ring, and at the end a rubber gasket is pulled.

The end of the pipe is inserted all the way into the fitting body, and the elements worn on the hose are pushed to the thread.After that, the clamping nut tightly twists by hand. If you have a chain key, you can tighten the connection to them.
It is not worth rushing to tighten the clamping nut - it can skew. With a tight course, it is better to unwind the connection once more and repeat the assembly process.
After fitting, it is worth checking the tightness of the connection. In the event of a leak, you can easily twist the nut by adjusting the structural elements.
Insert of a saddle into a pipe
If you need to make a branch from a polyethylene pipe, it is not necessary to buy a tee. It will be enough to drill a hole in it and put a saddle. How to do this will be discussed in a step-by-step instruction.
Step One - Preparation
Initially, you need to inspect the connected products for scratches and cracks and wipe their surface with a damp cloth.
Step Two - Clamp Assembly
Put both parts of the clamp on the pipe, tighten its nuts with a wrench. The purpose of the procedure is to firmly fix the saddle.

Step Three - Drilling
Mark a point in the center of the saddle hole, and mark the strip at the edges of the fitting with a marker to remember its position. Unscrew the saddle and remove its parts. Drill a polyethylene pipe in the intended place using a drill of the required diameter.

Step Four - Assembling the Saddle
Clean the inside of the PE pipe from the chips and remove any hooks from the edges of the drilled hole. According to the marks drawn earlier, attach the parts of the fitting to the pipe and tighten the fixing nuts tightly.

When screwing a pipe or fitting into a nurse, you can wrap several layers of fum tape.
Part of the saddle with the outlet may have a groove for the rubber sealing ring on the pipe side. Therefore, in the presence of a sealant, it is necessary to put it between the pipe and the fitting.
If you need to bend the pipe in a certain section of the pipeline, we recommend that you do this according to the instructions, given here.
Conclusions and useful video on the topic
The proposed videos will clearly demonstrate all types of HDPE pipe welding, as well as acquaint with the assembly process of the compression fitting and saddle.
Socket welding of polyethylene pipes:
Electrofusion welding process:
Butt welding of PND pipes by a semi-automatic apparatus with a hydraulic drive:
Installation on a compression fitting pipe:
Installing saddles on the HDPE pipe:
The independent installation of polyethylene water pipes requires some knowledge and skills, but it is quite feasible subject to the above rules. In the absence of special equipment, it is possible to assemble a water supply system without tools at all, using only compression fittings.
There are many mounting options, but you need to use one that will provide a result with a minimum of financial costs.
Determine the best way to weld polyethylene and want to clarify some points? Feel free to ask your questions to our experts - we will try to help you.
Or maybe you want to share personal experience installing polyethylene at home? Write your comments, add unique photos - your information will be useful to many beginners.
 Pipe Clamps: Species Overview and Installation Instructions
Pipe Clamps: Species Overview and Installation Instructions  We make a box for pipes in the bathroom: step-by-step installation instructions
We make a box for pipes in the bathroom: step-by-step installation instructions  DIY installation of HDPE pipes: welding instructions + how to bend or straighten such pipes
DIY installation of HDPE pipes: welding instructions + how to bend or straighten such pipes  DIY welding technology for polypropylene pipes: an overview of methods and nuances
DIY welding technology for polypropylene pipes: an overview of methods and nuances  Connecting copper pipes: instructions and comparison of various installation technologies
Connecting copper pipes: instructions and comparison of various installation technologies  Screen made of plastic pipes: types of partitions + step-by-step manufacturing instructions
Screen made of plastic pipes: types of partitions + step-by-step manufacturing instructions  How much does it cost to connect gas to a private house: the price of organizing gas supply
How much does it cost to connect gas to a private house: the price of organizing gas supply  The best washing machines with dryer: model rating and customer tips
The best washing machines with dryer: model rating and customer tips  What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs
What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs  Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements
Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Of course, plastic pipes for water supply and heating are very convenient and any man with his hands can really install them. But why no one talks about safety measures when welding these pipes, that only mercury with lead can be more harmful than smoldering plastic vapors.
Be sure to use respirators, ventilate the room. Pets, especially children and animals (here we are talking about body weight) are sent to visit for the time of repair.
Plastic makes life easier in many areas - but it also kills us ... Take care of yourself!
Hello, Elina, I understand your concern and therefore I want to reveal in more detail the main points that relate to safety. First of all, you need to understand that the profession of a welder of polyethylene pipes is a profession with increased danger.
But let's look at points for ordinary citizens:
- it is necessary to ensure normal ventilation in the room where polyethylene pipes will be welded;
- you need to work in special clothes;
- use special protective gloves;
- use respirators;
- to take breaks in work to go out to breathe fresh air.
If you observe these points, the welding process of polyethylene pipes will not be associated with harm to the body.