DIY installation of HDPE pipes: welding instructions + how to bend or straighten such pipes

Low-pressure polyethylene in the ranking of popularity among the materials used for the assembly of pipelines, occupies a leading position. The secret of this demand is easily explained by the versatility of application and the simplicity of the installation of polyethylene pipes.
But as with any other polymer, high-quality installation of HDPE pipes with their own hands can be done only subject to strict adherence to the technology. We will tell you what nuances to take into account when matching elements. We will explain how to properly bend and straighten them.
The content of the article:
Effective methods for joining HDPE pipes
Technologically connect HDPE pipes can be two main methods - one-piece and detachable.
The first involves engaging welding machine, the second is implemented without using it.

Welded one-piece joints enable maximum sealing, which is especially important when arranging highways under pressure. The detachable joints are easy to install and make it possible to disassemble the pipeline at any time in order to reconfigure the line or supplement it with new bends.
One-piece connection methods
For joining HDPE pipes, two one-piece connection methods are used: by butt welding and by installing an electric welding coupling.
In any case, when implementing these methods, the compounds have the following requirements:
- The maximum displacement angle of the welded segments should be no more than 10% relative to the wall thickness of the joined pipes.
- A joint seam should be made above the external level of the surface of adjacent segments.
- The height of the roller of a well-made seam should vary in the range of 2.5-5 mm.
The optimal value of the height of the roller depends on the wall thickness of the molten product. On thin-walled pipes (up to 5 mm) it should be no more than 2.5 mm. If the wall thickness of the pipes varies between 6-20 mm, then the height of the roller should be no more than 5 mm.
Butt welding
The creation of an inseparable compound is carried out by softening the material to the state of a viscous substance so that a diffuse combination of its parts occurs. It is used for pipes having a wall thickness of more than 5 mm.

The connection method using welding is used on direct sections of the water supply system, which is supposed to be operated under pressure. Only it allows you to get a tight connection with diameters in excess of 200 mm, because it does not create a loss of pipe stiffness, leading to deformation.
Durable welding of HDPE pipes with their own hands is carried out using a special tool. The essence of the method is to heat the ends of the docked elements to a viscous state using a heating nozzle. The softened ends are simply connected to each other under pressure, after which the connection section is simply allowed to cool.

When performing welding, it is important to withstand the temperature conditions of the heating elements.
The parameters of the exposure time and temperature of the heating elements are determined by taking into account three factors:
- The thickness of the walls of the pipeline.
- Diameter of bends.
- Technical parameters of the soldering device.
Welding pipes is the most reliable and durable option. With it, you can create an integral mount that can withstand the pressure of both pressureless and pressure water supply systems.

Welding is performed in the following sequence:
- Communication is cut to a predetermined size. Trim the parallelism of the plane of the ends. The ends are cleaned with a piece of sandpaper.
- The ends are chamfered with a width of 2-3 mm. The welding site is thoroughly cleaned and treated with a degreasing compound.
- The soldering iron is set to a heating mark of 260 °. While it is warming up, the welding nozzles are strung and wait until their degree of heating reaches a predetermined temperature.
- Using the centering mechanism, the fitting and the pipe end are deepened into the nozzle cavity. If the centering mechanism is not provided in the soldering iron, the alignment will have to be checked "by eye", making the joint as accurate as possible.
- The centered elements are retracted to the indicated level, connecting under pressure, and withstand the time specified in the instructions for reflow.
- After completion of the work, the device is pushed to the side and disconnected from the network. The welding area without offset and rotation is fixed in a predetermined position until the surface is completely cooled.
When welding, it is important not to overexpose. This can cause the formation of an influx of polyethylene on the inner diameter of the product.

To get a secure fit, the installation depth should be about 2 mm.Withstanding the specified depth, the resulting weld will have an even presentable appearance with the same indentation height.
The following selection of photos will familiarize you with the steps of butt welding of HDPE pipes:
By electrofusion welding
When implementing this method of inextricable connection, electrofusion welding or an electric welding fitting is used.

This method is effective when you have to work in tight spaces. For example, when performing repair work in wells or when you need to make inserts into previously connected pipes.
There are no unified standards for socket welding in domestic regulatory documents. This technology is more often used in European countries and is regulated by DVS-220715 standards.
The technology for connecting HDPE pipes with the use of couplings includes a number of basic steps:
- Preparation of the communication site. The outer surface of the outlet is cleaned from grease and dust. For this purpose, soap and alcohol solutions are used, which are presented in a wide assortment in construction stores.
- Processing joints. The fastening density directly depends on how smoothly the cut is made. To obtain a perfectly smooth surface, the end face of the pipe is rubbed with a piece of fine-grained sandpaper.
- Chamfering. The joint of the tap is cut at 45 °. The bevel will allow to ensure the most tight fit of the elements and their fastening.
- Coupling assembly. The clutch is connected to a power source. After it is heated to a predetermined temperature, one side (mandrel) of the sleeve is put on the pipe, and the second end (sleeve) is connected to the second pipe outlet.
A key condition for performing electrofusion welding is to ensure that the components remain stationary at the time of heating and solidification.When deepening the branch bends into the cavity of a heated coupling, it is important to perform the work quickly, but as carefully as possible so as not to overheat the polyethylene.

When deepening the segments into the coupling cavity, be prepared for liquid plastic to gradually emerge from under it. After completion of work, it remains only to remove the coupling, and lay the connected pipeline on a solid surface in order to fix it in the desired position.
After the melt solidifies at the junction, a crimp clamp that fits tightly to the pipe will be visible.
But choosing this method, it is worth considering that plastic pipes do not differ in high rigidity. And therefore, with strong internal pressure, the created seam can simply diverge. A coupling connection is not the best solution for arranging heating communications and creating branches for the washbasin.
Assessing the strengths and weaknesses of various methods for welding HDPE pipes The article is devoted to the contents of which we advise you to read.
Detachable connection methods
If we consider options for detachable connections, they are implemented using flanges and compression fittings. With strict observance of installation, they turn out to be as reliable as those that are created by using a welding machine.
Any type of inextricable connection includes an elastic part. When crimping with a compression tool, it fills all the voids in the joint area, thereby eliminating leaks.
Using fittings from HDPE
To implement this method, compression fittings are used, which are shafts, supplemented by external threads on both sides.
They are able to join the pipes, providing a tight connection with high sealing performance. In this case, a collapsible connection will not be difficult at any time to remove in order to change the configuration of the highway or to make urgent repairs.

The sequence of steps to obtain a fitting connection:
- On the prepared ends of both pipes put on a spacer ring made of polyurethane or rubber. The outer diameter of the ring should be equal to the internal size of the joined pipes.
- The ends are equipped with a tension nut and two compression washers. The first washer is designed to extrude the spacer ring, the second is designed to tighten the nut relative to the end of the pipe.
- The joint is joined according to the principle "pipe - fitting - pipe". To increase reliability, it is pressed against the stop on both sides with a tension nut.
To assemble the mounted parts, a special key is used. The clamping nuts are unscrewed on the connecting fittings.

The main advantage of this method of connection is that it is convenient to carry out even with a significant decrease in ambient temperature. While the boundary of welded joints is not less than + 5 ° С.
A wide range of connecting elements having different diameters makes it possible to collect any wiring, making the necessary branches in the pipeline.
By installing flange
The flange type of connection is chosen if it is necessary to connect the PND of the pipeline to steel pipes. With the help of flanges it is convenient to connect valves, regulators and gate valves to the highways.

For installation on polyethylene pipes, flanges are used that comply with GOST 12882.80. They have an expanded inner diameter.
The installation of the flange is performed in the following sequence:
- At one end of the communication thread is performed.
- The element is screwed into the thread.
- An outlet of the connected pipe is put on the element.
- The joint is heated with a coupling or a hair dryer.
Before putting on the flange, it is necessary to inspect it for sharp protrusions and barbs that can damage the end of the polyethylene pipe.
How to bend or straighten a product?
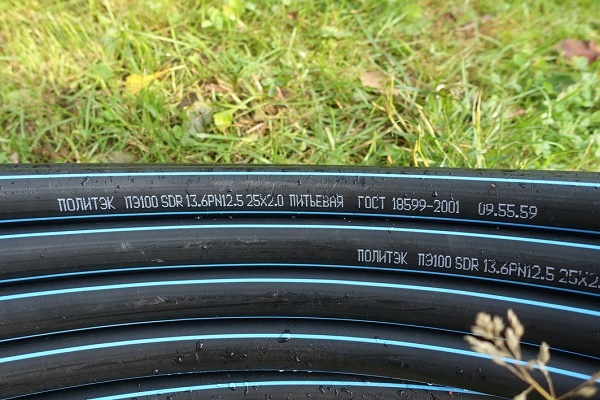
Polyethylene pipes are available for sale in straight 12-meter sections or in the form of solid products wound around large bays. Being twisted, the products take the form of rings and are deformed. Before you straighten or bend the deformed HDPE pipe, it must be heated.

Low-pressure polyethylene is famous for its good elasticity. But it loses this property at a heating temperature above + 80 ° C. This moment is used if necessary to change the configuration of the product.
But it is worth remembering that for expansion or bending, the temperature can be raised only for a short time period. After all, a polyethylene pipe belongs to the category of building materials, which, if the temperature is violated, can be damaged.
Overview of pipe extension methods
Straighten the pipe, eliminating creases that occurred during its storage and transportation, the easiest way is after light heating of the product. If the replacement or repair of the pipeline is carried out in the summer, when the sun's rays are as hot as possible, you can use them to achieve the task.

UV rays will not worsen the operational parameters of polyethylene, but at the same time they can soften the walls of the product for a while. You just have to fix the softened pipe along a rigid support or wall, or lay it in a pre-dug trench. Before you straighten a curved HDPE pipe on the ground, you need to free the area.
If you have to do the work in the winter, use hot water to heat the product. But this method is effective for pipes whose size does not exceed 50 mm. As an aid to straighten, you can use metal railings and brickwork. In any case: the shorter the length of the product, the easier it will work with it.
Effective methods for bending the workpiece
If the opposite situation arises when it is necessary to bend the HDPE pipe, all the same heat treatment is used.
To warm up, these methods are used:
- blow hot construction air blower;
- warm the walls of the product with a gas burner;
- surround the surface with boiling water.
To simplify the bending procedure, it is better to build a molding frame. The frame, the size of which corresponds to the diameter of the bent pipe, can be made from ordinary fiberboard sheets. To make the surface of the frame smooth, sand it with a piece of sandpaper.
To bend the PND pipe with a hairdryer, the work is performed in the following sequence:
- The treated place is heated with a construction hairdryer.
- The softened billet is buried in the molding frame.
- Gently bend the pipe without applying excessive force so that the product does not break at the bend.
Having created the required bending angle, it is necessary to leave the product to complete cooling and only then remove it from the frame.

An important point: while warming up the pipe, you must adhere to the “golden mean”. If the surface is not sufficiently heated at the time of bending, the pipe may break. If, at the time of heating, the heating element is brought too close to the product, the polymer may ignite.
Conclusions and useful video on the topic
Meet the nuances of welding and processing HDPE pipes in the following videos.
Video # 1. How butt welding is carried out:
Video # 2. An example of creating electrofusion welding:
Video # 3. Pipe straightening option:
When choosing a method for connecting and aligning polyethylene pipes, the level of pressure of the working medium must be taken into account. This will minimize the negative impact of the manipulations with the pipeline on its technical characteristics.
Do you know the technological nuances of joining polyethylene pipes that are not described in the article? If personal experience in the construction of HDPE pipelines, which would you like to share with visitors to the site and with us? Please write comments in the block below, post a photo, ask questions about the topic of the article.
 DIY installation of polypropylene pipes: technology for working with PP piping
DIY installation of polypropylene pipes: technology for working with PP piping  How to make a chair from polypropylene pipes with your own hands: step-by-step instructions for manufacturing
How to make a chair from polypropylene pipes with your own hands: step-by-step instructions for manufacturing  How to bend a profile pipe with your own hands without special tools
How to bend a profile pipe with your own hands without special tools  DIY copper pipe installation: copper pipe installation technology
DIY copper pipe installation: copper pipe installation technology  Do-it-yourself installation of plastic pipes: connection technology and wiring examples
Do-it-yourself installation of plastic pipes: connection technology and wiring examples  DIY crafts from propylene pipes: do-it-yourself homemade options
DIY crafts from propylene pipes: do-it-yourself homemade options  How much does it cost to connect gas to a private house: the price of organizing gas supply
How much does it cost to connect gas to a private house: the price of organizing gas supply  The best washing machines with dryer: model rating and customer tips
The best washing machines with dryer: model rating and customer tips  What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs
What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs  Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements
Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements 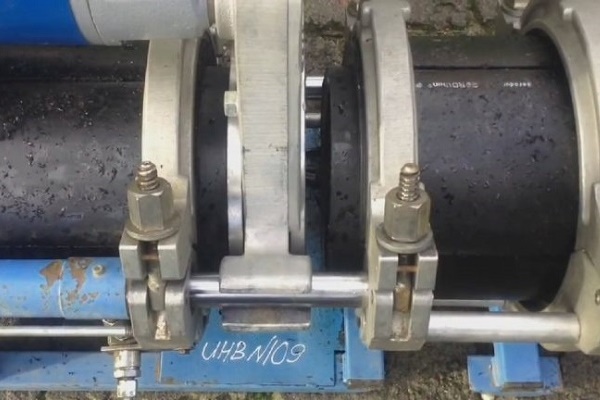{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}