All about steel pipes: an overview of technical specifications and mounting nuances

In industry and household, steel pipe is used very widely. It is used when laying closed and open communications supplying gases and liquids to distribution stations. With the help of steel products, they protect power and signal cables in the aircraft and automotive industries.
Steel pipes in a number of areas serve as structural and decorative elements. In everyday life, water and heating systems are assembled from them. The products have high physical characteristics, withstand significant operational loads and reliably serve for many years.
The content of the article:
Steel grades for production
In the manufacture of steel pipes in industrial production, such types of raw materials are used as:
- carbon steel st 3, st 10-20, st17g1s-u - for general-purpose electric-welded universal pipes;
- steel 20-10 - for the manufacture of hot-rolled pipes without a seam;
- steel 20 - for pipe material of cold deformation;
- Corrosion-resistant steel 12X18H12T, 12X18H10T, 08X18H10T - for pipes in demand in the energy and chemical industries.
Low alloy steel has good mechanical properties and an affordable price. Alloying additives positively affect the physical characteristics of steel, improve toughness and ductility, make the material more durable and resistant to high temperatures and atmospheric corrosion.
However, the cost of alloy steel is slightly higher and pipes made from it are always valued slightly more expensive. According to the level of alloying, steel is divided into three classes.

The low alloyed material in the composition contains no more than 2.5% of various additives. In medium-alloyed species, this indicator ranges from 2.5-10%. In highly alloyed grades, the amount of components that improve the basic properties of the metal is from 10 to 50%.
In total, there are 14 types of high alloy steel alloys with different characteristics. The most popular materials are those that exhibit good resistance to various corrosion phenomena and are able to work efficiently without destroying the structure at extremely high temperatures.
Steel pipe manufacturing: basic methods
Steel pipes are made in several ways.
The most common manufacturing options are:
- electric welded with a straight seam;
- electrowelded with a spiral seam;
- hot deformed without a seam;
- cold rolled seamlessly.
The selection of a suitable metal processing method depends on the quality of the raw materials and equipment available from the manufacturer.
A separate standard regulates water and gas pipes. However, this does not happen because there is a special manufacturing method for this material, but only based on the field of application.
In fact, this type of pipe is a universal electric welded product with a straight seam. Usually this type is used in communication systems with moderate pressure.
How do electric-welded longitudinal seams?
Rolled up in a tight roll, a steel sheet (strip) is unwound and cut into longitudinal strips of the desired length and width. The resulting fragments are welded into an endless strip, thus ensuring continuity in production.
Then the tape is deformed in the rollers and the blank is turned into a product of circular cross section with open edges. The connecting seam is boiled by an arc method, induction currents, plasma, laser or electron beams.

After all the manipulations, the round steel pipe is calibrated in the rollers and delicate non-destructive testing of the strength and integrity of the weld is carried out with ultrasound or eddy currents. If during testing no errors were found, the workpiece is cut into fragments of the planned length and sent to the warehouse.
Production of electric-welded spiral-seam types
The production of steel spiral pipes takes place on the same principle as straight-seam pipes, only simpler mechanisms are used for the manufacture of products. The main difference is that the cut steel strip with the help of rollers is rolled up not with a tube, but with a spiral. This ensures high precision joints at all stages.

The spiral seam is considered more reliable and gives the pipe increased tensile strength. The disadvantages include the increased length of the seam, requiring additional costs for welding materials and more time for joining.
Production of hot-deformed seamless products
As a preform for creating a seamless (seamless) steel pipe by hot deformation, a monolithic preform of a cylindrical shape is used.
It is heated at high temperature in an industrial furnace and driven through a piercing press. The unit turns the product into a sleeve (hollow cylinder), and subsequent processing with several rollers gives the element the desired wall thickness and a suitable diameter.

At the last stage, the hot steel pipe is cooled, cut according to the specified parameters and transferred to the finished goods warehouse.
Features of the production of cold-deformed pipes
The initial stage of the process of manufacturing seamless steel pipes by cold deformation is identical to the “hot” version. However, after sweeping through the piercing mill, the sleeve is immediately cooled and all other operations are carried out in a cold environment.
When the pipe is fully formed, it is necessarily annealed, first warming up to the temperature of recrystallization of steel, and then cooling again. After such measures, the viscosity of the structure increases, and the internal stresses that inevitably arise during cold deformation leave the metal itself.

Now on the market there are seamless cold-rolled pipes having a wall thickness of 0.3 to 24 mm and a diameter of 5 to 250 mm. Their advantages include a high level of tightness and the ability to withstand high pressure.
Section and Coating Types
According to the type of cross section, steel pipe elements are divided into round and profile. Round ones belong to the universal look, have the widest gradation in diameter of the hole and wall thickness.They are made only in industrial conditions from steel alloys and various additives that enhance the physical characteristics of the material.

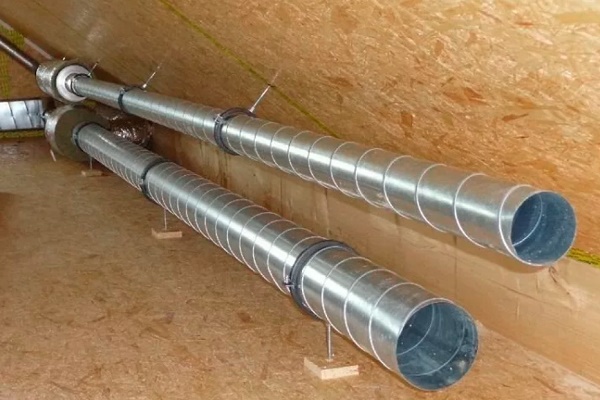
The range of applications covers almost all industrial and domestic areas. Round steel pipes of different diameters are used for transporting oil and gas, for the equipment of reliable insulation of communication systems of any complexity and size, for creating light structures and various elements of the external and internal decor.
Profile pipes are a progressive type of construction metal rolling with an oval, square or rectangular section. It is produced from low alloy and carbon steel, less often from stainless steel, by cold or hot deformation of a straight-seam round-gauge electrically welded billet.
Forming is carried out by passing the part through the rolls, which provide the necessary section.

Finished steel pipes are checked for the integrity of the weld and subjected to additional heat treatment, which allows you to remove internal mechanical stress. Then cut in accordance with the required dimensions. To improve the physical properties of steel pipes, a protective coating is applied to them.
The most popular types include:
- zinc (cold or hot);
- polyethylene multilayer or extruded;
- epoxy bitumen;
- cement and sand.
Zinc protects the pipes from corrosion, polyethylene creates a dense, impermeable layer on the surface and prevents the destruction of the metal structure, bitumen-epoxy reduces the influence of stray currents, and cement-sand protects the inner surface from biological fouling.
Steel pipe standards and sizes
For pipes made of steel, there are special standards and state standards. These parameters describe the method of manufacturing the product, its basic dimensions, cross-section and wall thickness. Focusing on this information, the area of use of a particular part is determined.
Parameters for straight weld products
The production of electric welded pipes with a straight seam is regulated by GOST 10704-91. According to his information, the outer diameter of the product is 10-1420 millimeters, and the wall thickness varies from 1 to 32 millimeters.
The fittings, not exceeding 426 millimeters in diameter, have a measured and unmeasured length.In special cases, pipes with a stronger, reinforced seam are made, but for them there is a separate special standard - GOST 10706.

Pipes of this type are most often used for laying technological communication systems with moderate pressure and creating practical, convenient and lightweight metal structures for various purposes.
Regulation for electric-welded spiral seam pipes
The production of electric-welded pipes with a spiral seam is carried out in accordance with GOST 8696-74. The outer diameter of such products is 159-2520 millimeters, the wall thickness ranges from 3.5 to 25 millimeters, and the length is 10-12 meters.

Pipes made in this way are more durable and have the ability to withstand high pressure. The standard allows them to be used both for domestic and industrial purposes, to create reliable, airtight and operationally stable communication systems.
Hot Deformation Seamless Product Requirements
Standards for seamless hot-deformed pipes are described in GOST 8732-78. The thickness of their walls is 2.5-75 millimeters, and the diameter varies from 20 to 550 millimeters. In length, both measured and unmeasured, the size ranges from 4 to 12.5 meters.

Pipes of this type are used to transport highly toxic substances for chemical production. The absence of a seam guarantees the impossibility of leakage and the ingress of harmful substances into the earth or atmosphere.
The ability to easily withstand constant high pressure makes seamless pipes relevant for the oil and gas industry.
Standards for cold formed seamless pipes
Cold-rolled steel pipes are manufactured in accordance with GOST 8734-75. The outer diameter of the reinforcement varies from 5 to 250 millimeters, and the wall thickness is 0.3-24 millimeters. Products are produced in unmeasured lengths from 1.5 to 11.5 meters and measured lengths from 4.5 to 9 meters.

Seamless steel pipes created by cold deformation demonstrate high strength, operational stability and reliability throughout the entire period of use.
Features and characteristics of water and gas products
Gas and water pipes are produced according to the regulations of GOST 3262-75. In a separate standard, this type of metal is isolated only because of a narrower scope.
The outer diameter of the product is 10.2-165 millimeters, and the wall thickness ranges from 1.8-5.5 millimeters. The size range for unmeasured and measured length is the same - from 4 to 12 meters.

The standard provides for the production of not only ordinary, but also galvanized water and gas pipes.
Installation of steel pipelines: basic methods
The process of assembling a reliable, durable and well-functioning communication system from steel pipes requires significant labor costs, a lot of time and the presence of specific professional tools.
The division of the material into segments of the required length is carried out using pipe cutters. The connection is usually made in three ways: by welding, threaded and flange methods.
Welding connection
The installation of pipes with the subsequent connection of all parts using gas or any other welding is considered the most simple, practical and affordable installation method.
A system equipped in this way is characterized by a high level of tightness, withstands significant operational and vibration loads, does not require serious maintenance measures and is easily repairable in case of a problem.

If the laying of communications is carried out in difficult conditions or inaccessible places and welding is physically impossible, a threaded (fitting) or flange method of connecting the necessary parts is used.
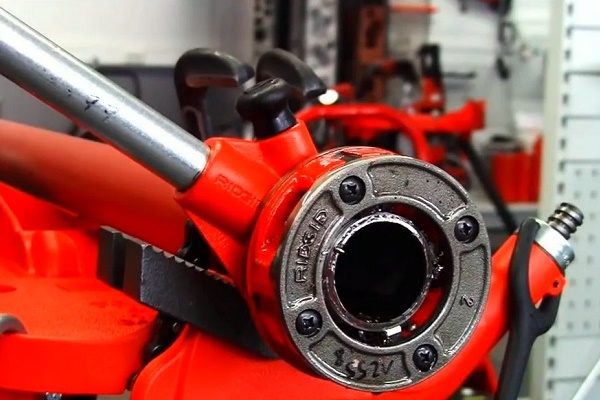
Thread fit
In this embodiment, the pipes are screwed onto the thread using fittings of different types and destination. This allows in the future to carry out local repair work and eliminate the breakdown in a particular place without resorting to dismantling the entire communication system.

The main advantage of the threaded method installation of heating system or water supply is simplicity and accessibility. To create the desired structure from steel pipes and fittings, specific equipment, professional knowledge or extensive experience in repair work is not required.
All work is intuitive and easy to do even by people who do not have the appropriate qualifications. Steel pipe thread You can cut it yourself. The technology recommended by us will familiarize you with the technology.
System construction using flanges
Another way to connect steel pipes into a common communication complex involves the use of flanges of various shapes and configurations (crosses, corners, couplings, etc.). These parts are welded to the edges of the pipes, bolts of a suitable caliber are inserted into the holes, and nuts are screwed on them, making a clear fastening.
A seal is always required between the nut and the bolt. For the system responsible for supplying hot and cold water (maximum temperature up to 100 degrees), gaskets made of thick (about 3 mm) cardboard are used.

First, the part is moistened with water and dried dry. Then impregnated with heated drying oil for 25-30 minutes. After this procedure, the gasket acquires the desired structure and serves for a long time even in conditions of heavy use.
For communications serving coolant increased temperature (up to 450 degrees) and a base pressure of up to 5 MPa, gasket material from paronite is used. For systems transporting steam with a pressure of up to 0.15 MPa, thick (about 3-6 mm) asbestos board with a dense structure and good flexibility is used for compaction.
In order for the asbestos gasket to last longer, it is preliminarily coated with a graphite compound made on the basis of natural drying oil.

For the correctness of the flange connection, the heads of all working bolts are placed on one side, being careful that the ends of the bolts protrude from the nuts by no more than half the diameter of the bolt.
Screwing of bolts and nuts is carried out with the most ordinary wrench or adjustable wrench. Disassemble the structure using the same tools, alternately unscrewing the nuts and bolts. If any of the parts is rusty and cannot be removed, they hammer it out with a hammer.

Damaged during operation, the gasket is cut with a chisel and a new part is put in its place. During dismantling, they act very carefully and carefully so that the part left without fasteners does not fall on the worker and cause harm to him.
Conclusions and useful video on the topic
Basic instructions for working with steel pipes for beginners. Useful tips and tricks of installation.
The video shows in detail how to weld steel pipes in different positions. Secrets and principles of work are shared by professional welders.
Different ways to connect steel pipes: interesting nuances and recommendations for home craftsmen.
Knowing exactly the assortment of steel pipes on the market, one can easily select product options that are ideally suited to form the necessary communication system.
Want to talk about how you chose steel alloy pipes for building communications in your own house / apartment? Do you have information that is useful to site visitors? Please write comments in the block below, ask questions, post photos on the topic of the article.
 Polypropylene or plastic pipes: a comparative overview and the choice of the best option
Polypropylene or plastic pipes: a comparative overview and the choice of the best option  How to build a pipe bender for your profile pipe yourself: an overview of the best homemade products
How to build a pipe bender for your profile pipe yourself: an overview of the best homemade products  Calculation of pipe parameters: how to correctly calculate the weight, mass and volume of a pipe
Calculation of pipe parameters: how to correctly calculate the weight, mass and volume of a pipe  Copper pipes and fittings: types, marking, features of the arrangement of a copper pipeline
Copper pipes and fittings: types, marking, features of the arrangement of a copper pipeline  Glue for PVC pipes: an overview of the best compositions and instructions for use
Glue for PVC pipes: an overview of the best compositions and instructions for use  Fittings for plastic pipes: types, applications, an overview of the best manufacturers
Fittings for plastic pipes: types, applications, an overview of the best manufacturers  How much does it cost to connect gas to a private house: the price of organizing gas supply
How much does it cost to connect gas to a private house: the price of organizing gas supply  The best washing machines with dryer: model rating and customer tips
The best washing machines with dryer: model rating and customer tips  What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs
What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs  Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements
Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In everyday life, steel pipes gradually give way to plastic ones, which are much more convenient to work with. But steel also has its advantages - long service life, strength, fire resistance, and corrosion resistance.
Corrosion resistance, seriously? Can you beguiled with PVC?