Soldering temperature of polypropylene pipes: the main stages of self-welding + table of values

One of the stages in the construction of private houses and apartments is the installation of communications responsible for supplying water or draining sewage. Assembling polypropylene pipes is much easier than installing metal structures. For their joining, fittings are used that are welded using specialized equipment - an iron.
In our proposed article, we describe the technology for making joints, and give the standard temperature for soldering polypropylene pipes. We will talk about the preparatory measures necessary for the production of durable and tight joints. Based on our advice, you can assemble the pipeline without any problems.
The content of the article:
Soldering as a way to connect PPR pipes
In the welding process, everything is important: diameter, soldering temperature of the PP products, exposure time of the welding machine. But first you need to get acquainted with the basics of technology and learn how to use tools.
It is impossible to start the soldering process without determining the type and size of the material. We suggest you familiarize yourself with useful information that will help you choose the right one. polypropylene pipes and fittings, and also make their installation, knowing the nuances and sequence of the process.
What you need to know about polypropylene pipes?
Welding technology (or soldering - both terms are equally applicable) provide the properties of polypropylene - a technical polymer for universal use. It is fusible, but after cooling and hardening it returns the characteristics of strength and tightness.
Pipes differ in diameter, wall thickness, color, characteristics. Due to the range of diameters –16-110 mm, any technical solution can be implemented.

You can not pay attention to the color of the polymer, since it is chosen by the manufacturer at its discretion, however, the color of the strips matters:
- blue - for cold water supply;
- reds - for hot water supply and heating.
However, the basic information that should be relied upon when purchasing and soldering pipes is indicated on the marking. Polypropylene pipe material is indicated by letter combinations Ppr, PP-H, PP-B, Pprc.

Classification by nominal pressure, the maximum permissible for installation in specific conditions, helps to choose products for home or industrial systems.
Based on this, 4 types of PPR pipes are distinguished:
- PN-10 (with a nominal value of 1.0 MPa) - designed to transport cold water. Sometimes they are used for underfloor heating, provided that the coolant does not heat above +45 ° C.
- PN-16 (with a nominal value of 1.6 MPa) - used for the assembly of hot / cold water supply systems. The maximum allowable temperature is +60 ° C.
- PN-20 (with a nominal value of 2.0 MPa) - they withstand temperatures up to + 80-90 ° C in pipelines protected from water hammer.
- PN-25 (with a nominal value of 2.5 MPa) - suitable not only for autonomous, but also for centralized water supply. The recommended maximum temperature is +95 ° C, but can withstand even higher.
It is better to overpay and purchase reliable pipes with a slightly superior value than to save and take material limited by temperature parameters.
In the manufacture of pipes, the principle applies: the higher the temperature of the coolant and the pressure in the system, the thicker the wall.

This is the minimum knowledge that is necessary for the proper use of PPR pipes. We proceed to a brief description of the process.
Technological description of the soldering process
There are two types soldering polypropylene - butt and sleeve. The first is practically not used for home communications devices, as it differs in complex technology and is used exclusively for connecting large-diameter trunk pipes.

The principle of welding is that two pieces of pipe, approximately equal in diameter and wall thickness, are heated with a special tool and connected by a bell-shaped method.
The main feature: the coupling in the cold state should be slightly smaller in diameter.

When heated, a polymer fusion zone forms. It is important that it covers only workers adjacent to each other.
It is important here to quickly remove the parts from the tool and connect them together, due to which there is a fusion of two segments into one followed by polymerization. The reliability of the connection depends on the time spent on the heating process and the correctly selected temperature.
Standard Temperature
Both overheating and insufficient heating adversely affect the result of welding. In the first case, the deformation of the elements occurs, the influx of the roller, a decrease in the inner diameter. Subsequently, in the areas of uneven joints, scale formation and plugs are possible.
In the second case, the connection will be weak, and due to insufficient tightness, the risk of leakage will remain.

It is because of the risk of a pipeline breakthrough that the welding technique must be observed and parameters such as:
- diameter of welded products;
- heating and cooling time;
- equipment temperature;
- ambient temperature.
It is believed that the process welding PP pipes it is impractical to carry out at a temperature below -10 ° C, the upper limit is +90 ° C. The most favorable is the ambient temperature from 0 ° C to +25 ° C. For the convenience of memorization, the necessary temperature and time values were brought into one table.

If the air temperature in the room or on the street is below +5 ° C, the heating time is increased by about 50%, that is, twice. The value of the heating temperature is the same everywhere - +260 ° С. The valid range is + 255-280 ° C.
Interestingly, the choice of parameter does not depend on the diameter of the pipe - the same values are used for both 16 mm and 50 mm. Only time periods change. For this reason, the welding temperature of polypropylene fittings and pipes is usually not indicated in the technology tables.
Detailed installation instructions
The soldering process is fast. This can be seen by analyzing the data placed in the table. For example, to connect two elements with a diameter of 20 mm, at room temperature it will take 5 seconds to heat up, another 4 seconds to connect, then 180 seconds to cool. Total - 3 minutes 9 seconds.
In this regard, it is important to work out all the movements, so that in the process of joining already heated elements, there will be no hitch. Consider the nuances of each stage installation of polypropylene pipes separately.
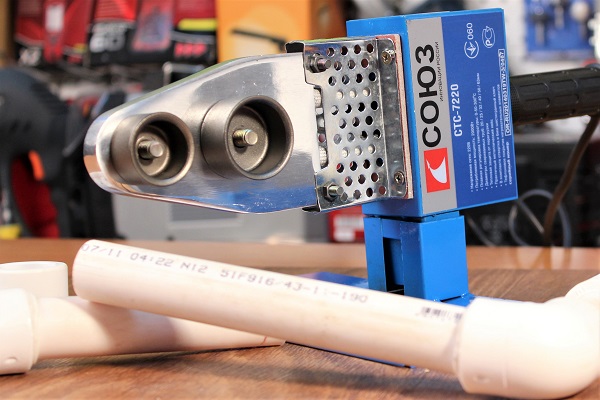
Stage # 1 - Preparing Special Tools
For soldering at home, you will need equipment designed only for welding polypropylene parts - pipes, angles, couplings, tees, plugs.
It makes sense to acquire a new tool if it is planned to assemble the water supply system from scratch with further maintenance. For one-time work, equipment can be rented. iron for welding PP pipes or take for a while from friends. In addition to special tools, a level, marker, ruler or tape measure will be required.
Stage # 2 - marking and pipe cutting
Pipe cutting is carried out previously, before the first soldering. We recommend preparing all the elements and stacking them according to the outline. It is part of a project to install a heating system or water supply.

We measure pipe segments of the desired length, carefully cut them pipe cutter. Then we select fittings that are suitable in diameter - most often these are couplings, tees and elbows.If the elements are reinforced, remove the aluminum layer.
As a result, the edges of the parts to be welded should be perfectly even, cut off perpendicular to the axis of the pipeline, cleaned and degreased.
Stage # 3 - connecting elements and heating
We install the device, select the couplings and mandrels of the desired diameter. We plug it into the network and heat it, since we already know at what optimum temperature polypropylene pipes should be soldered - +260 ° С. It is she who is indicated in the instructions for use of soldering irons.
Please note that some manufacturers produce devices with a scale of up to +320 ° C. This does not mean that you need to produce heating to the maximum. Carefully read the instructions - there are indicated the conditions under which high heating values are permissible.
At the ends of the parts that need to be connected, make marks indicating the depth of heating. Once again we check that the working surfaces are dry and degreased, since moisture or a slippery surface can cause a leak in the joint.

From the moment the parts are installed, we begin the countdown of seconds - according to the values indicated in the table. After the set time, we remove the parts, quickly insert the pipe into the fitting - up to the same mark. We try to arrange the parts coaxially, only a couple of seconds are given to correct the position. Distortions and cranking of elements must not be allowed!
Keep the knot in the correct position until polymerization occurs. Usually it is 3 minutes or more - we check the cooling time according to the table. Cooled and properly boiled parts are inseparable, tight and durable.
In turn, weld the key nodes, then to assemble and weld them together already in place installation of the heating circuit, sewer or water distribution.
Conclusions and useful video on the topic
Video # 1. PPR pipe soldering technology:
Video # 2. Analysis of common errors:
In the Internet space there is a huge number of workshops on soldering pipes made of polypropylene. Some of them were shot by unskilled amateurs, so tips on welding techniques and temperature selection may turn out to be false.
Better than others, the capabilities of the welding machine are known to the manufacturer, so be sure to read the instructions before starting to solder - this will protect you from technical marriage and unprofessional advice.
Tell us about your experience in assembling a polypropylene pipe and in soldering. Share technological subtleties that may be useful to site visitors. Please leave comments in the block below, ask questions, publish photos on the topic of the article.
 Gas burner for brazing copper pipes: the main types of burners + tips for potential buyers
Gas burner for brazing copper pipes: the main types of burners + tips for potential buyers  Welding machine for polyethylene pipes: which is better to buy and how to use it correctly
Welding machine for polyethylene pipes: which is better to buy and how to use it correctly 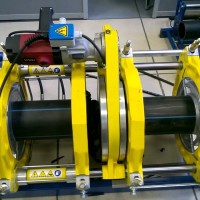 How butt welding of polyethylene pipes is performed: briefing on the work
How butt welding of polyethylene pipes is performed: briefing on the work  Electric welding for beginners: the nuances of welding and the analysis of basic errors
Electric welding for beginners: the nuances of welding and the analysis of basic errors  How to cook vertical and horizontal seams with electric welding: step-by-step instructions
How to cook vertical and horizontal seams with electric welding: step-by-step instructions  How much does it cost to connect gas to a private house: the price of organizing gas supply
How much does it cost to connect gas to a private house: the price of organizing gas supply  The best washing machines with dryer: model rating and customer tips
The best washing machines with dryer: model rating and customer tips  What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs
What is the color temperature of light and the nuances of choosing the temperature of the lamps to suit your needs  Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements
Replacement of a geyser in an apartment: replacement paperwork + basic norms and requirements {kind=link}
{kind=link}
{kind=link}
{kind=link}