Plastové trubky: typy, specifikace, instalační vlastnosti

Plastové trubky v mnoha ohledech předčí své nejbližší konkurenty: polymer, měď, litina a ocel pro pokládku dálnic. Jejich vlastnosti jsou zvláště významné při instalaci topného systému.
Aby kompozit kov-polymer mohl realizovat vlastnosti plně deklarované výrobcem, je nutné zvolit typ potrubí správně. Musí splňovat připravované provozní podmínky a usnadňovat instalaci. Z našeho článku se dozvíte vše o trubkách z kovu a plastu a pokyny k jejich výběru.
Obsah článku:
Struktura potrubí z kompozitu kov-plast
Potrubí kov-plast získalo na popularitě díky kombinaci síly kovu a pružnosti polymeru. Konstrukce kompozitních trubek je vícevrstvý „koláč“ z polymerových vrstev vyztužených hliníkovou vrstvou.
Symbióza plastu s kovem poskytuje vysokou mechanickou pevnost, zabraňuje difúzi kyslíku z atmosféry a minimalizuje tepelnou roztažnost materiálu.
Vnitřní polyetylenová „vložka“ je charakterizována absolutní hladkostí, poskytuje neomezený průchod transportovaného média a zabraňuje vzniku usazenin na vodním kameni. Polymer je odolný vůči agresivním látkám a není náchylný ke korozi.

Kovové jádro je zodpovědné za tuhost produktu a zvyšuje teplotní odolnost potrubí. Konce hliníku jsou spojeny laserovým svařováním. Tloušťka hliníkového pouzdra je 0,15-0,75 mm - to vám umožní odolat častým teplotním skokům a vysokému tlaku.
Vnější polymerní vrstva je obzvláště odolný plast, odolný vůči mechanickému poškození, vysoké vlhkosti a agresivním činidlům. Vnější plášť snižuje rychlost kondenzace na trubkách.

Počáteční vlastnosti produktu jsou do značné míry určeny typem použitého polymeru:
- Pex - vysokotlaký polyethylen;
- PE-RT - žáruvzdorný polymer;
- PE-R - polyethylen;
- PP-R - polypropylen.
Pro celistvost celé sestavy splňuje adhezivní kompozice. Výrobci zavádějí své vlastní patentované formulace a přísady a poměr složek nejsou inzerovány. Vysoce kvalitní adhezivní vrstva vyrovnává napětí uvnitř struktury mezi polymerem a hliníkem, zabraňuje delaminaci a zvyšuje odolnost potrubí proti opotřebení.
Fyzikálně technické specifikace
Vlastnosti potrubí z kovu a plastu závisí na rozměrech výrobku (průměr, tloušťka stěny), typu polymeru a výrobce. Všechny indikátory však musí splňovat normy podle norem GOST 18599 (2001), R-53630 (2009) a R-52134 (2003).

Obecné požadavky na kov-plastovou linku podle GOST:
- mez kluzu plastické plastové vrstvy - až 0,3 g / 10 minut;
- nepřítomnost delaminace náběžné hrany v tahu až do 10%;
- minimální přípustná odolnost proti delaminaci při zatížení - 15 N / cm, bez zatížení - od 50 N / cm;
- zesítění polyethylenových vrstev - od 60%;
- tepelná stabilita plastových součástí;
- mezní hodnota propustnosti kyslíku při teplotě + 40 ° С je 0,32 mg / m2 / den, při + 80 ° C - 3,6 mg / m2 / den;
- stupeň pevnosti použitých polymerů je od 8 do 12 MPa;
- teplota počáteční tekutosti adhezivní kompozice je minimálně + 120 ° C.
GOST také reguluje parametry prostředí. Podíl těkavých látek v metalplastových trubkách by neměl překročit 0,035%.
Základní průměrné fyzikální a technické vlastnosti:
- Sortiment. Výrobci nabízejí kovové plastové výlisky s vnitřním průřezem 14-60 mm, tloušťkou stěny - 2-3 mm. Délka zálivu je 50-200 m.
- Trvanlivost. Při příčném zatížení je minimální pevnost v tahu 2880 N. Pevnost svařování kovovými a adhezivními spoji je 57 a 70 N / m2.
- Tepelná odolnost. Kompozit si zachovává své vlastnosti v teplotním rozmezí + 95 ° C. Předpokládejte krátký skok na + 110 ° C, při -40 ° C termoplast zamrzne.
- Lineární parametry. Poloměr ohybu je přímo úměrný průměru potrubí. Při ruční instalaci je hodnota 80-125 mm, u stroje (ohýbačka trubek nebo vodič) - 46-95 mm.
Indikátor mezního tlaku v systému závisí na teplotě přepravovaného činidla.

Podle provozních standardů pasu je životnost kovu 50 let. Při použití v „horkých“ inženýrských sítích (teplota chladicí kapaliny nad 25-30 ° С) se doba práce zkracuje na 25 let.
Výkon a rozsah
Struktura a technické vlastnosti metaloplastů určovaly řadu silných stránek složené dálnice.
Mezi pozitivní aspekty provozu patří:
- antikorozní - vnitřní povrch není pokryt rzí a nezasahuje;
- dobrý výkon díky nízkému hydraulickému odporu potrubí;
- chemická inertnost vůči většině toxických látek a agresivního prostředí;
- flexibilita pro minimalizaci množství instalace konektory a rohové kusy;
- plynotěsnost - prvky potrubního systému (radiátory, kotle, čerpací zařízení) jsou chráněny před škodlivými účinky kyslíku;
- pohlcování hluku - tichý transport tekutiny podél inženýrských sítí;
- odolnost proti opotřebení, snadné použití a potřeba další údržby.
Trubky jsou lehké, proto se snadno transportují a instalují. Další výhody: estetika, přijatelné náklady a prakticky bez odpadu.

Kromě pozitivních stran má kovová vrstva také nevýhody:
- Rozdíl v tepelné roztažnosti. Plast se rychle přizpůsobuje změnám teploty vody než hliník. Tento rozdíl negativně ovlivňuje materiál - postupem času se spojovací spoje oslabují a zvyšuje se riziko úniku.
- Požadavky na ohyb. Opakované ohýbání / ohýbání nebo jednorázové ohýbání nad normu může vést k deformaci vrstev kovových plastových výlisků.
- UV citlivost. Polymerní vnější vrstva při dlouhodobé expozici ultrafialovému záření ztrácí své ochranné vlastnosti.
Instalace potrubí z kovového polymeru probíhá pomocí krimpovacích tvarovek.

Tyto deformace mohou být důsledkem zamrznutí chladicí kapaliny v potrubí. Řešení problému: izolace hlavního potrubí ve fázi instalace nebo výměna přepravované vody v topném systému nemrznoucí kapalinou.
Provozní vlastnosti trubek z kovového polymeru umožňují jejich použití v soukromé, průmyslové výstavbě a dalších oblastech správy.
Hlavní oblasti působnosti:
- komunikace vodovodních systémů;
- dodávka agresivních kapalin, plynu v zemědělství a průmyslových zařízeních;
- uspořádání izolovaných „vodních podlah“, včetně vytápění půdy ve sklenících;
- izolace elektrických kabelů a vodičů.
Výztuž z kov-plastového kompozitu se široce používá při instalaci větracích, kondicionačních a zavlažovacích systémů ze studní.

Omezení provozu:
- místnosti patřící do kategorie „G“ podle standardů požární bezpečnosti - existují látky, jejichž ošetření je doprovázeno tvorbou tepla nebo jiskrami;
- budovy se zdroji tepla, pokud jejich teplota vytápění překročí 150 ° C;
- centralizované vytápění s „vložkou“ výtahové jednotky;
- při dodávce horké chladicí kapaliny s pracovním tlakem 10 barů nebo více.
Kovové plastové komponenty se nedoporučují pro implementaci v otevřených inženýrských potrubích. Přepětí teploty a exploze v mrazu povedou ke zničení potrubí.
Výběr kovových a plastových výrobků
Kvalita a provozní podmínky kovových a plastových výrobků závisí na typu polymerní komponenty, rozměrech, technologii spojování hliníkových pouzder a spolehlivosti výrobce. Podle uvedených kritérií můžete klasifikovat celou škálu potrubních produktů.
Druh použitého polymeru
Na základě složení je plast pro výrobu trubek podmíněně rozdělen do dvou skupin: vysokotlaké a nízkotlaké polymery.
První skupina zahrnuje:
- Pex- zesítěný polyethylen;
- PE-RT - žáruvzdorný polymer.
PEX - polyethylen s "zesítěnými" molekulárními řetězci. Křížové vazby transformují lineární strukturu na stabilní trojrozměrné spojení.

Tato vlastnost zvyšuje odpor potrubí vodní kladivo.
Typ intermolekulárních vazeb je určen použitým zesíťovacím katalyzátorem:
- Pex-a. Nové řetězce uvnitř struktury jsou výsledkem zpracování polyethylenu s peroxidem. Je dosaženo maximální úrovně „firmwaru“ - až 85%. Plusy: zachování pružnosti, vysoké pevnosti a výrazné molekulární „paměti“. Nevýhodou jsou vysoké náklady na technologii a v důsledku toho vysoká cena potrubí.
- Pex-b. Optimální alternativa k „A-bondům“. Silanová zesíťovací technika. Hlavní výhodou je snížení výrobních nákladů. Technologické nuance: stupeň zesíťování - 65%, snížená elasticita, přísnější omezení ohýbání trubek. U polymerů PEX-B je udržován pomalý proces zesíťování - materiál mění své počáteční vlastnosti v průběhu času.
- Pex-c. Vznik nových vazeb pod vlivem elektronového záření. Parametry kvality hotového výrobku jsou výrazně nižší než trubky kategorie PEX-A. Plus - nízké náklady.
- Pex-d. Mezimolekulární vazby jsou výsledkem zpracování dusíkem. Trubky PEX-D nevydrží konkurenci se svými protějšky, jejich výroba je snížena.
Trubky RE-RT se vyznačují dlouhodobou tepelnou odolností. Termostabilní polyethylen má přetrvávající četné intermolekulární vazby. Produkce zahrnuje techniku řízených procesů prostorové tvorby makromolekul.

Vzhledem k vysokým technickým vlastnostem kov-plastových trubek s polymerem RE-RT byl rozsah jejich použití rozšířen. Dálnice vydrží teploty až do + 124 ° C a nebojí se mrazu.
Pro zařízení „studeného“ potrubí jsou vhodné modely nízkotlakého polyethylenu. Možná označení: PE-RS, PE, PEHD, HDPE. Vlastnosti materiálů:
- kritická teplota 70 ° C - trubky jsou zdeformované;
- mezní tlak v systému - 8-10 bar;
- zhoršení vlivem slunce.
Složený materiál z kovů a nízkotlakých polymerů je vybrán s cílem „snížit“ rozpočet na potrubí.
Rozměry potrubí: průměr a tloušťka výztuže
Velikost potrubí je určena rozsahem jeho použití. Sortiment předních výrobců zahrnuje modifikace s vnějším průměrem 16-50 mm.

Níže jsou uvedeny vlastnosti a vlastnosti použití trubek o průměru XX * YY, kde XX je vnější část, YY je vnitřní průměr.
16*12. Potrubí se používá hlavně pro vybavení vodního okruhu (přívod vody do měřičů, směšovačů) a topného systému domu. Pro hlavní potrubí lze použít produkty s větším průměrem.
20*16. Přístroj je "teplá podlaha", vodovodní systémy. Kování má lepší propustnost ve srovnání s předchozími protějšky, takže se doporučuje instalovat s nestabilním tlakem vody.
26*20. Tloušťka stěny je 3 mm. Tato možnost se přednostně používá v soukromém domě pro autonomní systémy, kde je důležité poskytnout určitou rezervu šířky pásma v případě možného „výpadku“ tlaku.
32*26. Rozměry potrubí umožňují jeho použití jako stoupací potrubí nebo hlavní potrubí pro nízkotlaké systémy. Objem přepravované jednotky se zvětšuje díky velkému průřezu.
40*32. Tloušťka - 3,9 mm. Potrubí našlo uplatnění při pokládání dlouhých řad inženýrských sítí v občanské a průmyslové výstavbě. Vhodné pro úpravu vody, klimatizaci, individuální a centralizované zásobování vodou.

Tloušťka armolayerové vrstvy určuje sílu, flexibilitu a tepelnou vodivost trubek.
Při výběru se berou v úvahu následující nuance:
- čím silnější je hliníková vrstva, tím tužší je potrubí;
- nezávislá instalace se snadněji provádí z výrobků s kovovou vrstvou 0,15-0,2 mm;
- se zvýšením podílu vyztužení se zvyšuje ztráta tepelné energie během přepravy chladicího média.
Pro domácí práce je optimální velikost výztužné vrstvy 0,3 - 0,5 mm.
Nuance výrobní technologie
Pro výrobu trubek z kovového polymeru existují dvě základní techniky: angličtina a švýcarština. Hlavním rozdílem mezi těmito technologiemi je možnost připojení hliníkové objímky.
Od obchodníků často slyšíte o klasifikaci trubek na „sutury“ a „bezešvé“ v závislosti na výrobní technologii. Avšak ponořením se do základů výroby se dá pochopit, že spojovací šev je přítomen v obou verzích, což je rozdíl ve výkonu.
Anglická technologie - lapové svařování. Trubka je vytvořena z kovové pásky, okraje „rukávu“ jsou překryty ultrazvukem. Na vnější a vnitřní stranu hliníkové trubky se nanášejí současně vrstvy lepidla a polymeru.

Švýcarská technologie - tupé svařování. Výrobní fáze:
- Výroba polymerních trubek vytlačováním.
- Aplikace lepidla na vnější povrch plastu.
- Vznik a „válcování“ kovové vrstvy hliníkové pásky.
- Lepení okrajů výztužného materiálu end-to-end argonovým obloukem nebo laserovým svařováním.
- Postupné nanášení lepidla a polymeru na hliníkový povrch.
Poslední fází je ochlazení hotového produktu.

Zajištění prodejců „bezešvých“ trubek o vyšší pevnosti ve srovnání se „šicím“ by nemělo být bráno jako axiom. Odborníci na svařování vědí, že pevnost svarů je vždy vyšší než při svařování na tupo.

Přehled výrobců: poměr kvalita-cena
Neformální hodnocení výrobců metal-polymerových trubek je zastoupeno tuzemskými i zahraničními společnostmi.
Valtec (Itálie, Rusko). Potrubní systémy z kovového polymeru se vyrábějí metodou organosilanidu (PEX-b). Stupeň zesítění pracovní vrstvy je 65% a ochranná vnější vrstva je 55%. Kombinace charakteristik umožnila získat flexibilní materiál.

Odhadovaná cena produktu je 16 * 2 mm - 1 cu / m, 32 * 3 mm - 4,5 cu / m.
Henko (Belgie). Pětivrstvé trubky vyrobené „bezešvé“ technologií. Při výrobě se používá zesítěný polyethylen PEX-C, stupeň zesítění je 60%. Trubky jsou vyráběny s průměrem 14-40 mm, tloušťkou - 2-3,5 mm, délkou zálivu - 5-200 m.

Průměrné náklady na potrubní tvarovky s průřezem 20 mm jsou 0,8 cu / m.
Oventrop (Německo). Společnost se specializuje na výrobu žáruvzdorných trubek na bázi PE-RT polymerů. Vzhledem k vynikajícím technickým a provozním vlastnostem výrobku jsou považovány za univerzální a používají se v různých oblastech konstrukce. Cena je asi 1,2 cu / m.
Comap (Francie). Potrubí z kovu a plastu s použitím polymerních sloučenin PEX-C a PEX-B. Výrobky se vyznačují absolutní elektrochemickou stabilitou a nízkou mírou opotřebení. Trubky řady Multi-Skin dobře absorbují hluk a zachovávají si požadovaný tvar ohybu.
Nanoplast (Rusko). Domácí výrobce zahájil výrobu kovových trubek podle švýcarské technologie. Výrobkem je vyztužená výztužná vrstva (tloušťka kovu je 0,3 - 0,55 mm).

Dekódování výrobního štítku
Označení obsahuje základní informace o vlastnostech a účelu potrubí. Posloupnost hodnot pro různé výrobce se může lišit.
Standardní zápis:
- jméno výrobce;
- výrobní standard, číslo certifikátu;
- druh použitých materiálů;
- jmenovité rozměry;
- maximální přípustný tlak;
- vhodné pro přepravu;
- další provozní podmínky (teplota).
Na konci se zobrazí číslo šarže, směna a datum výroby.

Vlastnosti instalace potrubí z kovu a plastu
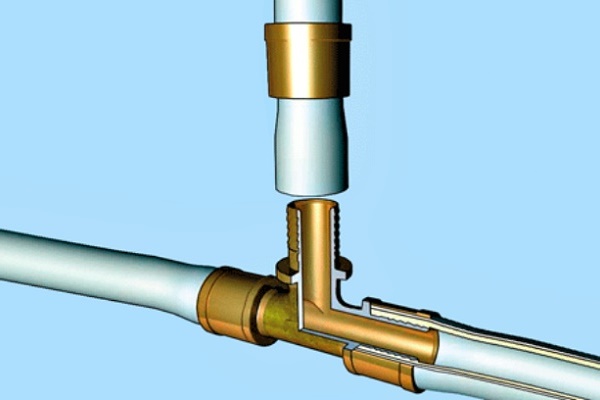
Montáž linky z metal-polymerních trubek se provádí pomocí tvarových tvarovek tří typů: split, kompresor, lisovací kování. Pro krimpovací spoje lisovací kleštěumožňující vytvoření zcela utěsněné jednotky.
Potrubní spojení pomocí lisovacích tvarovek je následující:
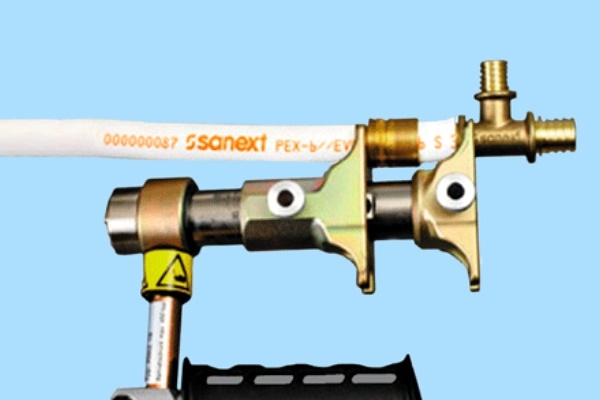
Kromě tradičních lisovacích spojů se při práci s kovovými plastovými trubkami používají další technologie a typy tvarovek, nazývané posuvné. Za účelem vytvoření utěsněné jednotky je v tomto případě kromě lisovacích kleští také použit expandér, který se používá k rozšíření objímky. Tato technika se používá k sestavení systémů položených do potěru nebo s branami.
Zatlačení posuvné objímky na rozšířenou trubku namontovanou na hubici umožňuje pevné spojení, ale pro jednorázovou montáž není vždy vhodné zakoupit celý nástroj.
Odnímatelné (kleštinové) kování se skládá z těla, otevřeného krimpovacího kroužku a gumového těsnění. Pro dokování domácích spotřebičů je k dispozici závit.
Objednávka instalace:
- Označte místo instalace kování a odřízněte potrubí.
- Nasaďte matici, krimpovací kroužek na trubku.
- Namontujte šroubení, utáhněte matici.
- Zkontrolujte těsnost doku.
Montáž kompresoru se považuje za podmíněně rozdělenou. K montáži potrubí pomocí tohoto typu armatury je nutné minimum nástrojů, stačí pár klíčů:
Kování se snadno instaluje:
- Trubku vyrovnejte v místě připojení v rozsahu 10 cm.
- Potrubí rozřízněte rovnoměrně.
- Konce opracujte, nasaďte matici, prsten.
- Zakrýt dřík těsnicí hmotou a zasunout do potrubí.
- Utáhněte převlečnou matici.
Nejspolehlivější připojení v montáž potrubí z kovu a plastu dosaženo pomocí lisovacích tvarovek. Metoda je optimální při instalaci skrytých komunikačních kabelů. Potrubní lis, kalibrátor a řezačka trubek.

S cennými tipy, jak krimpovat kovové plastové trubky další článek, ve kterém jsou podrobně popsány všechny montážní nuance.
Závěry a užitečné video na toto téma
Porovnání odolnosti kov-plastových a polypropylenových trubek vůči vysokému tlaku:
Výcvikové video o postupné instalaci potrubí z kovového polymeru pomocí lisovacích tvarovek:
Plastové trubky - symbióza výhod obou materiálů. Kombinovaná struktura rozšiřuje rozsah produktů kov-polymer v inženýrských komunikačních systémech různých stavebních projektů. Významné argumenty pro: dlouhověkost a přijatelná cena.
Chcete říct, jak jste si vybrali trubky z kovového plastu a nainstalovali je rukama? Máte užitečné informace o navrhování nebo modernizaci komunikačních systémů? Do níže uvedeného bloku napište prosím otázky, klást otázky, sdílet užitečné informace a fotografie k tématu článku.
 Měděné trubky pro vytápění: typy, specifika značení + vlastnosti aplikace
Měděné trubky pro vytápění: typy, specifika značení + vlastnosti aplikace  Lisovací tvarovky pro plastové trubky: typy, označení, účel + příklad instalace
Lisovací tvarovky pro plastové trubky: typy, označení, účel + příklad instalace  Trubky a tvarovky z polypropylenu: typy PP produktů pro montáž potrubí a způsoby připojení
Trubky a tvarovky z polypropylenu: typy PP produktů pro montáž potrubí a způsoby připojení  Pájka pro pájení mědi: typy pájky a jejich vlastnosti + tipy pro výběr
Pájka pro pájení mědi: typy pájky a jejich vlastnosti + tipy pro výběr  Jak narazit do plastové trubky: funkce práce a analýza všech důležitých nuancí
Jak narazit do plastové trubky: funkce práce a analýza všech důležitých nuancí  Zařízení pro řezání trubek: typy nástrojů a vlastnosti jejich použití
Zařízení pro řezání trubek: typy nástrojů a vlastnosti jejich použití  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}