كيفية طهي اللحامات العمودية والأفقية باستخدام اللحام الكهربائي: تعليمات خطوة بخطوة

اللحام الكهربائي هو تقنية تجمع بين هيكل المعادن عن طريق التسخين والصهر بقوس كهربائي. لقد أصبح منتشرا في مختلف قطاعات الاقتصاد ، بما في ذلك القطاع الخاص.
في الواقع ، يمكن استخدام هذه الطريقة في لحام أي معادن معًا ، مع مراعاة درجة حرارة القوس الكهربائي (7000-8000 درجة). ولكن قبل التحول إلى هذه التقنية ، سيكون عليك دراسة كيفية طهي خط التماس العمودي عن طريق اللحام الكهربائي ، والتعامل مع تقنية الحصول على خط التماس الأفقي.
محتوى المقالة:
اللحامات: تعاريف عامة
ترتبط تكنولوجيا معادن اللحام ارتباطًا وثيقًا بمفهوم اللحام. يتكون هذا في عملية تجميد المعدن المنصهر بواسطة اللحام القوسي الكهربائي.
اعتمادًا على مكان اللحام ، يمكن وضع خط التماس أفقيًا أو رأسيًا. بالإضافة إلى ذلك ، يمكن أن يكون الموقع المكاني لخط التماس أقل ، جانبيًا ، علويًا.

أبسط وأسهل أداء هو وضع اللحامات في مستوى الأفق السفلي. في ظل هذه الظروف ، يمكن التحكم في المعدن المنصهر بسهولة.

يتم التعرف على الخيارات المتبقية لموقع اللحامات في الفضاء (الأفقي والعلوي) على أنها صعبة الأداء من الناحية التكنولوجية ، وتتطلب دراسة تقنيات اللحام ، وتطوير الخبرة ذات الصلة.
كيفية طهي خط التماس العمودي؟
تعقيد التحكم في اللحام في ظروف إنشاء التماس الرأسي يرجع إلى الظاهرة الفيزيائية المعتادة - الجاذبية. هذا له تأثير على كتلة المعدن المنصهر ، الذي ، في شكل سائل ، يندفع إلى أسفل.
هنا ، تعمل آلة اللحام المحترفة على منع الكتلة المنصهرة من التمزق بعيدًا عن مكان اللحام. لتحقيق هذه النتيجة ، سوف يساعد القوس الكهربائي المحترق بثبات ، والذي يتم الاحتفاظ به عند الحد الأدنى المسموح به من نهاية القطب الكهربائي إلى حوض اللحام.
تقنية من الأسفل إلى الأعلى
كقاعدة عامة ، يتم لحام المفصل الرأسي مع القطب في الاتجاه من النقطة السفلية إلى النقطة العلوية. يوفر هذا المسار تحكمًا أكثر استقرارًا ، ويحمل القوس الكهربائي بثقة الحمام المنصهر ، مما يمنع الانتشار. إنه الممر من الأسفل إلى الأعلى الذي يتمكن من تشكيل التماس الرأسي عالي الجودة.

بالطبع ، قبل البدء في لحام التماس الرأسي ، من الضروري إعداد حدود المفصل ومعالجته وفقًا للمتطلبات الفنية. يجب تعديل آلة اللحام وفقًا لظروف اللحام (ضبط التيار ، والتقاط القطب).
في البداية ، يتم عمل عدة "نقاط" على طول خط التماس - اللحام بدرز قصير (1-2 سم). الغرض من هذه الإجراءات هو القضاء أثناء عملية التسخين على إزاحة الأجزاء التي يتم لحامها بسبب التشوه الحراري.

عندما يتم لحام المفصل رأسيًا ، يتم الاحتفاظ بزاوية الاحتفاظ بالقطب بالنسبة للمستوى الذي سيتم وضع التماس عليه في غضون 45-90 درجة مئوية.
تحدد تعليمات اللحام الإجراءات التالية:
- يشعل اتصال القطب على المعدن قوسًا.
- يتم إجراء "تك" في 3-4 نقاط على طول خط التقاطع من منتصفه إلى الحواف.
- يبدأ اللحام في أسفل خط الوصلة.
- يتم توجيه ضربة القطب لأعلى ، ويتم عقد حوض اللحام في منطقة العمل.
يجب أن يكون القطب متقدمًا بسرعة معتدلة.معيار السرعة الرئيسي هو تكوين الكمية المثلى لحوض اللحام المصهور.
بالتزامن مع السكتة الدماغية العمودية للقطب الكهربائي ، يُسمح بحركات متعرجة مستعرضة مع "هلال" أو "عظم متعرج" أو "نمط" آخر. ولكن يبدو أن تقنية السكتة العرضية ذات صلة فقط بالمعادن التي يزيد سمك جدارها عن 4 مم.
يوصى بلحام المعدن مع خط عمودي في ممر واحد دون توقف. بالنسبة للحاملين المبتدئين ، تبدو هذه صعوبة. ومع ذلك ، تكتسب الخبرة بسرعة.
تقنية من أعلى لأسفل
بعد اكتساب الخبرة ، يضع اللحامون بسهولة خطًا عموديًا عن طريق تحريك القطب من الأعلى إلى الأسفل. ما هي خدعة تنفيذ مثل هذه العملية؟
الأمر بسيط: وضع قوس كهربائي على النار ، يتم تثبيت القطب نسبة إلى مستوى العمل بزاوية 90 درجة. بمجرد أن يبدأ المعدن عند نقطة تكوين القوس في الذوبان ، يتم تغيير زاوية القطب إلى 15-20 درجة مئوية ، مما يقلل قليلاً من الحامل.

يتم أيضًا تنفيذ الأسلاك الكهربائية على طول خط تقاطع المعادن ذات الجدران السميكة عن طريق التعرجات المستعرضة على شكل "سن المنشار" أو "المستطيل". يستخدم بعض عمال اللحام تقنية توزيع تذوب "شبيهة بالموجة".
وفي الوقت نفسه ، فإن طريقة تشكيل خط التماس العمودي في الاتجاه من الأعلى إلى الأسفل مصحوبة بصعوبات كبيرة للحام. ومع ذلك ، وفقًا للعديد من الخبراء ، فإن اللحام في هذا النموذج يعطي أفضل نتيجة من حيث مؤشرات الجودة.
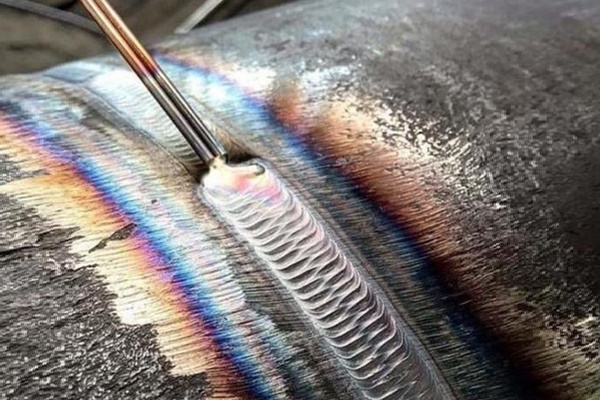
تقنية اللحام الأفقي
إن خصوصية لحام التماس الأفقي هي نفسها تقريبًا بالنسبة إلى اللحام الرأسي. الفروق الفنية - مرة أخرى ، والتعامل مع زوايا تركيب القطب.
يمكن تحديد اتجاه الحركة أثناء لحام الأجزاء عند الوصلة من أقصى يسارها إلى أقصى يمينها أو العكس. يتم تحديد الاختيار المحدد للاتجاه بواسطة عامل اللحام ، بناءً على درجة الراحة الشخصية.

ولكن كيف يتم طهي خط أفقي عن طريق اللحام الكهربائي من أجل منع الذوبان من التدفق من الجذور بسبب الجاذبية العاملة؟
هنا ، يحتاج اللحام إلى اختيار موضع قطب تكون فيه قوة حرق القوس الكهربائي معادلة لجاذبية القطرات المعدنية. قد تحتاج إلى ضبط القوة الحالية واختيار السرعة المثلى لتحريك القطب تجريبيا.
عادة ، يتم لحام اللحام الأفقي بشكل مستمر حتى يكتمل. ومع ذلك ، إذا لم يكن من الممكن التحكم في ذوبان (تجمع اللحام) ، فيمكنك محاولة تغيير التقنية - انتقل إلى الحركة مع الانقراض الدوري للقوس.
يتم تجميع كل هذه التفاصيل الدقيقة مع ظهور الخبرة في اللحام. لذلك ، لا تيأس إذا لم ينجح شيء من المحاولات الأولى.

يتم تشكيل خط التماس الأفقي للعرض المطلوب وعمق الاختراق ، كقاعدة عامة ، بسبب الحركة الجانبية الدقيقة للطرف المحترق للقطب من حافة جزء متصل إلى حافة الآخر.
لحام المعادن التي يصل سمكها إلى 4 مم ، يتم استخدام إصدارات مختلفة من "نمط" السكتة الدماغية المستعرضة. لا توجد توصيات محددة حول هذا الموضوع. الشيء الرئيسي هو الحصول على عرض التماس المطلوب وعمق الاختراق.
Arc: التحكم الأمثل في الطول
تسمى الفجوة بين الطرف الساخن للقطب والمستوى المعدني ، الكافي لتشكيل تفريغ كهربائي ، بطول القوس. أحد الأسس الرئيسية لتعليمات آلة اللحام هو التحكم في الطول المثالي للقوس.
نظريًا ، في وضع اللحام ، يمكنك الحصول على ثلاث فجوات قوس:
- قصير (1 - 1.5 مم) ؛
- طويل (3.5 - 6 مم) ؛
- عادي (2-3 مم).
إن التسخين غير الكافي للمعدن في العرض هو سمة لنظام حرق القوس القصير. على حواف خط التماس ، في مثل هذه الحالات ، هناك ما يسمى "تقويض" - منخفض صغير. يشير وجود مثل هذا العيب إلى أداء منخفض الجودة للحام.

يصاحب نمط اللحام بقوس طويل ، كقاعدة عامة ، انقراضه الدوري. هنا ، لوحظ تسخين صغير للمعدن في العمق. ليست هناك حاجة للتحدث عن جودة التماس الجيدة أيضًا.
وبالتالي ، فإن الخيار الوحيد الذي يجب أن يوجه اللحام المبتدئ هو طول القوس العادي ، والذي يجب ألا يزيد عن Ld = 0.5-1.1 * De (Ld هو طول القوس ؛ De هو قطر القطب).
التحكم في موقع القطب
يمكن إجراء عملية اللحام عندما يتم وضع القطب بزاوية للأمام ، زاوية للخلف ، زاوية قائمة. باستخدام أي من هذه الطرق التكنولوجية الثلاث ، فإن آلة اللحام قادرة على إنشاء طبقات في ظروف عمل مختلفة.

لذلك ، يتم استخدام طريقة "الزاوية إلى الأمام" بشكل تقليدي لتوصيل العناصر بدرزات أفقية ورأسية في ظروف الترتيب العلوي للأجزاء في الفضاء (لحام السقف). وقد تم استخدام نفس التقنية بنجاح في لحام وصلات الأنابيب الثابتة أو في بناء محلية الصنع مواقد اسطوانة الغاز.
يمسك اللحام الكهربائي بزاوية صحيحة (90 درجة) ، يضمن اللحام تنفيذ العمل في الأماكن التي يصعب الوصول إليها. وأخيرًا ، تتيح تقنية "الزاوية الخلفية" أعمال لحام عالية الجودة في مفاصل الزاوية.
تثبيت القطب "زاوية إلى الأمام" ، وعادة ما تعمل مع معادن رقيقة الجدران. في هذا الموضع من القطب تلقي خط عريض من العمق الضحل. على العكس من ذلك ، على المعادن ذات الجدران السميكة ، يحاولون تطبيق تقنية "الزاوية الخلفية" ، مما يضمن تسخين المعدن إلى عمق كاف.
المعلمات الحالية وحركة القطب
تعتبر قيمة القوة الحالية وسرعة حركة القطب عوامل مهمة تؤثر على جودة التماس. يصاحب اللحام بتيارات عالية تسخين المعدن على عمق كبير ، مما يسمح بزيادة سرعة حركة القطب. في حالة النسبة المثلى لسرعة التيار والقطب الكهربائي ، يتم الحصول على خط التماس عالي الجودة.
جدول المطابقة للتيار ، القطب ، سمك المعدن
| القوة الحالية ، أ | قطر القطب ، مم | سمك المعدن مم |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
عند تحريك القطب بسرعة معينة ، يجب مراعاة حجم قوة القوس. لن يكون تغذية القطب بسرعة مفرطة بقدرة منخفضة قادرة على توفير درجة حرارة تسخين كافية.
ونتيجة لذلك ، لن يكون من الممكن غلي المعدن إلى العمق المطلوب. التماس "يكمن" ببساطة على السطح ، بالكاد "يمسك" حواف الحواف.

على العكس من ذلك ، في ظل ظروف التقدم البطيء المفرط للقطب الكهربائي ، سيتم إنشاء جو محموم ، مما يهدد بتشوه المعدن على خط اللحام. إذا كانت العناصر المعدنية ذات بنية دقيقة ، فسيحترق القوس القوي ببساطة من خلال المعدن.
يمكنك ممارسة مجال اللحام المبتدئ بنجاح وصقل مهارات التماس مع صنع موقد للاختبار، قاعدتها أنبوب معدني. نوصي بأن تتعرف على معلومات مفيدة.
تعليمات لحام مبتدئ
لا يُسمح بعمل اللحام إلا باستخدام المعدات المناسبة.
تحتوي المجموعة القياسية على:
- سترة ، بنطلون ، قفازات ، أحذية مصنوعة من مواد قوية مقاومة للحريق.
- أغطية رأس تغطي الجزء الخلفي من الرأس بالكامل.
- قناع حماية خاص للوجه والعينين.
بالنسبة للحام ، يجب استخدام جهاز قابل للخدمة ، يتم إغلاق الجزء الكهربائي منه بواسطة غلاف موثوق. يجب أن تكون الكابلات الكهربائية الموجودة في الجهاز معزولة تمامًا وتفي بالخصائص الكهربائية للجهاز.
يجب أن يكون مكان اللحام مجهزًا بطاولة عمل ومصادر ضوئية وبار تأريض ومعدات واقية ضد الصدمات الكهربائية ومعدات مكافحة الحرائق.
وقبل البدء في العمل ، تحتاج إلى الدراسة بعناية قواعد اللحام الكهربائي، النظر في ودراسة الطرق والخيارات لصنع المركبات.
استنتاجات وفيديو مفيد حول الموضوع
نحن نقدم لك مشاهدة فيديو ممارسة اللحام: كيفية طهي اللحامات الأفقية والرأسية:
ليس من الضروري الحصول على مؤهلات لحام محترف ، ولكن إتقان تقنية اللحام أمر مرغوب فيه. بفضل مهارات اللحام الحالية ، يتمتع الشخص بمزيد من الفرص لتنفيذ المشاريع المنزلية المختلفة.
إذا كنت ترغب في تعلم التكنولوجيا ، يمكنك دائمًا ، وستساعدك الخبرة العملية على إتقان تقنية عمل الإنتاج على مستوى عال.
هل تريد التحدث عن تجربتك الخاصة في اللحامات؟ هل تعرف التفاصيل الدقيقة للعملية التي لم ترد في المقالة؟ يرجى كتابة التعليقات في الكتلة أدناه.
 اللحام الكهربائي للمبتدئين: الفروق الدقيقة في اللحام وتحليل الأخطاء الأساسية
اللحام الكهربائي للمبتدئين: الفروق الدقيقة في اللحام وتحليل الأخطاء الأساسية  كم يكلف توصيل الغاز بمنزل خاص: سعر تنظيم إمدادات الغاز
كم يكلف توصيل الغاز بمنزل خاص: سعر تنظيم إمدادات الغاز  أفضل الغسالات ذات المجفف: تصنيف الطراز ونصائح العملاء
أفضل الغسالات ذات المجفف: تصنيف الطراز ونصائح العملاء  ما هي درجة حرارة لون الضوء والفروق الدقيقة في اختيار درجة حرارة المصابيح لتناسب احتياجاتك
ما هي درجة حرارة لون الضوء والفروق الدقيقة في اختيار درجة حرارة المصابيح لتناسب احتياجاتك  استبدال السخان في شقة: استبدال الأوراق + الأعراف والمتطلبات الأساسية
استبدال السخان في شقة: استبدال الأوراق + الأعراف والمتطلبات الأساسية 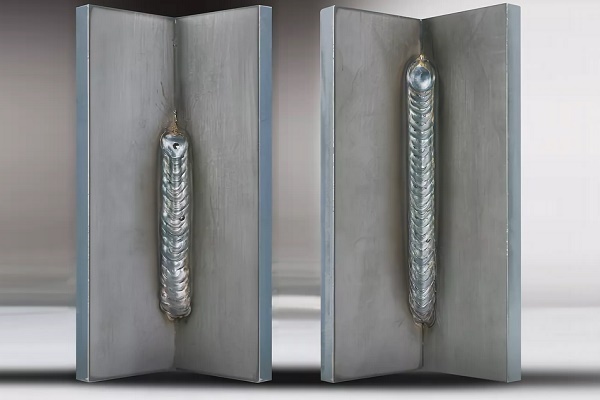{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}